ГЛАВА V
ПЕРВАЯ СБОРКА (НАСАДКА ОБМОТОК И УКЛАДКА ИЗОЛЯЦИИ)
§ 34. ОБЩИЕ СВЕДЕНИЯ О СБОРКЕ ТРАНСФОРМАТОРА. ТИПОВАЯ СХЕМА СБОРКИ
Производственный цикл изготовления трансформаторов завершается процессом сборки. Сборка состоит из различных по своему характеру, трудоемкости и длительности операций, включая сушку, заливку трансформаторным маслом, промежуточные и окончательные (приемо-сдаточные) испытания. Учитывая разнообразие технологических операций, составляющих цикл сборки трансформатора, принято разделять его на несколько этапов: первая сборка, вторая сборка; сушка и отделка активной части; третья сборка; испытания; демонтаж и погрузка.
Первая сборка включает снятие ярмовых балок, распрессовку и расшихтовку верхнего ярма, укладку нижней изоляции и насадку обмоток, установку верхней изоляции и прессующих колец, шихтовку и прессовку верхнего ярма и осевую прессовку обмоток.
Вторая сборка состоит из операций подготовки отводов к монтажу на трансформатор; сборки, пайки и изолирования отводов схемы соединения обмоток; монтажа переключающих устройств и присоединения отводов.
После второй сборки производят сушку и отделку активной части. Сушка удаляет влагу из волокнистых материалов (картон, бумага), составляющих твердую изоляцию трансформатора. Отделка заключается в ликвидации последствий сушки — ослаблении прессовки обмоток и крепления отводов.
Третья сборка включает комплектование крышки и бака; установку в бак активной части; ее раскрепление; установку вводов и подключение к ним отводов; заливку маслом и герметизацию бака.
Испытаниям подвергают каждый изготовленный на заводе трансформатор. Их назначение — проверить соответствие трансформатора требованиям технических условий и стандартов.
Демонтаж заключается в частичном снятии деталей трансформатора для его перевозки по железной дороге.
Указанный перечень основных этапов, конечно, не охватывает всего многообразия сборочных операций, их особенностей и характера. Кроме того, особенности сборки определяются большим числом различных конструктивных исполнений трансформаторов в зависимости от мощности, класса напряжения и назначения. Поэтому при рассмотрении отдельных этапов сборки главное внимание будет уделяться типовым операциям, встречающимся у всех или большинства силовых трансформаторов.
§ 35. ПОДГОТОВКА К ОПЕРАЦИЯМ ПЕРВОЙ СБОРКИ
Сборка трансформаторов производится на специальных рабочих местах. Остов трансформатора мощностью до 100 кВ-А для удобства сборки поднимают на подставки высотой до 600 мм, мощностью до 400 кВ-А — на подставки высотой 300—350 мм. Остовы трансформаторов еще большей мощности — до 6300 кВ-А устанавливают на площадку, оборудованную специальными стеллажами для пластин верхнего ярма. Сборку трансформаторов мощностью 10 000 кВ-А и выше производят на площадках с механизированными стеллажами (рис. 69).

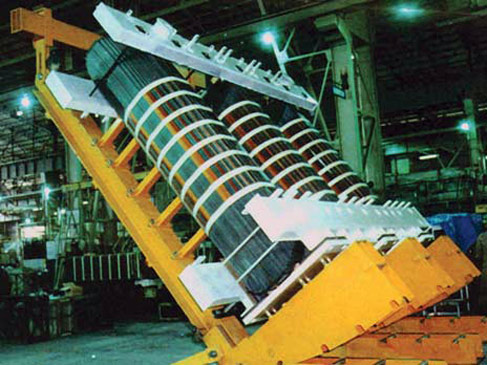
Рис. 69. Остов трансформатора мощностью 40 000 кВ-А в механизированных стеллажах:
1 — стеллажи, 2 — магнитная система после расшихтовки, 3 — пластины верхнего ярма, 4 — подъемная площадка, 5 — ремни для стягивания стержня, 6 — переносный контейнер
Стеллажи 1 могут перемещаться в горизонтальной плоскости, что позволяет пилотную придвинуть их подъемные площадки 4 к стержням остова. Подъемные площадки, в свою очередь, могут перемещаться в вертикальном направлении, и сборщик сам выбирает наиболее удобное их положение для каждой сборочной операции. На площадках 4 размещают переносные контейнеры 6 с пластинами 3 верхнего ярма. Особое внимание следует обращать на поверхность сборочной площадки. Она должна быть ровной, без выбоин и бугров. Даже небольшая ее неровность может привести к смещению стержней магнитопровода относительно друг друга.
К установленному на сборочной площадке остову подводят механизированные стеллажи и поднимают на необходимую высоту площадки 4 (см. рис. 69). На верхние полки площадок помещают свободные переносные контейнеры 6\ подбирают технологическую оснастку (торцовые ключи, скобы, ремни 5, стропы для закаливания и снятия ярмовых балок); проверяют наличие комплекта изоляционных деталей, обмоток, прессующих колец и т. п. и приступают к разборке верхнего ярма.