В трансформаторах мощностью 250—6300 кВ-А применяют и цилиндрические, и катушечные обмотки НН и ВН. Подготовка к насадке цилиндрических обмоток у таких трансформаторов не отличается от рассмотренных ранее. Однако конструктивные особенности катушечных непрерывных и винтовых обмоток влияют на сборочные операции.
Катушечные обмотки доставляют на сборку затянутыми в осевом направлении так, чтобы их высота соответствовала высоте обмотки в собранном трансформаторе. Стяжку и запрессовку обмоток производят в заготовительном (обмоточном) цехе, где готовую обмотку помещают между двумя стальными плитами и стягивают вертикальными шпильками. При этом усилие стяжки не должно превышать осевой запрессовки обмотки в собранном трансформаторе. Если обмотка стянута до заданного размера большим усилием, значит она недостаточно просушена. После снятия плит такая обмотка может оказаться значительно выше, чем указано в чертеже. В этом случае после насадки обмотки окажется невозможным зашихтовать верхнее ярмо.
Если при проверке обнаружится, что высота обмотки больше необходимой и подтянуть ее не удается, ее надо еще раз просушить в вакуум-сушильном шкафу.
Рис. 72, Обмотка перед снятием верхней плиты: 1 — обмотка, 2 — стяжиые плиты, 3 — крюки для подъема, 4 — положение тросов с крюками при снятии плиты, 5 — стяжные шпильки, 6 — деревянные подкладки
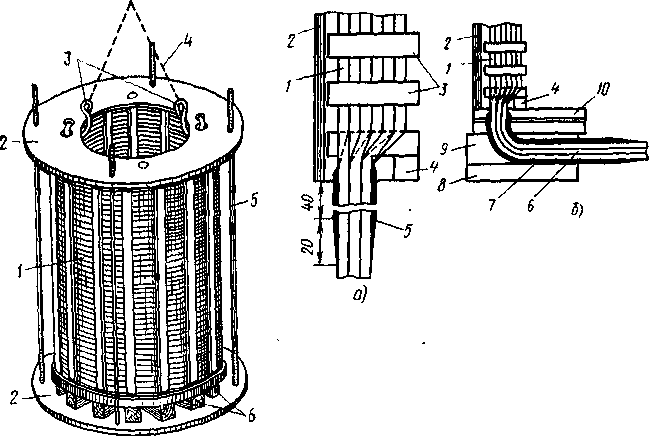
Рис. 73. Расположение концов обмотки НН и их изоляция:
а — выход нижнего конца обмотки, б — после насадки; 1 — обмотка НН, 2— бумажно-бакелитовый цилиндр, 3 — прокладка между витками (катушками) обмотки, 4 — нижнее опорное кольцо с вырезом для выхода конца, 5— изоляция, накладываемая при изготовлении обмотки, 6— нижний конец, 7 — изоляция, накладываемая при сборке, 8 — уравнительная изоляция с вырезом, 9, 10 — ярмовая изоляция
Верхние стяжные плиты 2 (рис. 72) снимают с обмотки с помощью крана. В заготовительном цехе между плитами и опорными кольцами обмотки ставят одинаковые по высоте деревянные подкладки 6: они защищают от излома изоляцию концов в месте их выхода из обмотки (рис. 73, а) и предохраняют клинья от разрушения. Дело в том, что вертикальные клинья, расположенные между цилиндром и катушками, после прессовки выступают сверху и снизу за обмотку. Подкладки не позволяют им при стяжке упереться в плиты, что могло бы привести к повреждению обмотки. Лишнюю длину клиньев сверху удаляют после снятия плит: отрезают ручной пилой или обрубают с помощью стамески; снизу это делают перед насадкой обмотки на стержень. Клинья отрезают на уровне торцов цилиндров 7 и 19 (см. рис. 24). При этом сборщик должен следить, чтобы не повредились цилиндр и заклепки, которыми сверху и снизу фиксируются клинья.
Заключительной операцией перед насадкой является зачистка концов обмоток. В заготовительном цехе концы 6 обмоток 1 (рис. 73, б) изолируют на небольшом расстоянии от места выхода из обмотки. Чтобы придать концам необходимую форму, провода изгибают вручную или с помощью деревянного молотка. При этом В ВИТКОВОЙ изоляции могут появиться трещины, изломы, изоляция становится ненадежной, поэтому в сборочном цехе ее полностью удаляют. Изоляцию счищают ножом, предварительно раскрутив составляющие ее бумажные полоски.

Рис. 74. Подъемные приспособления для насадки обмоток:
а — двухлучевая траверса, б —захват для подъема обмоток; 1 — лучи траверсы, 2 — крюк, 3 — вертикальная перемычка, 4 — ушко, 5 — рама, 6 — гнезда, 7 — лапа, 8 — кольцо
Если обмотка пропитана лаком или провода имеют собственную лаковую изоляцию, то концы обмотки обжигают с помощью газовой горелки, а образовавшуюся окалину счищают ножом или шлифовальной шкуркой.
Насадку обмоток производят с помощью приспособления, состоящего из двухлучевой траверсы (рис. 74, а) и подъемных захватов 7 (рис. 74, б). Длина б подъемных захватов должна быть такой, чтобы при насадке обмотка могла опуститься на прокладки ярмовой изоляции. Опорная часть а не должна выступать внутрь за опорное кольцо 4 обмотки (см. рис. 71), но в то же время оно должно опираться на захват не менее чем 3/4 своей ширины.
Чтобы поднять обмотку, лапы захватов устанавливают под се опорное кольцо. Причем их располагают только под «столбами» прокладок 3 и так, чтобы после насадки захваты не оказались между стержнями магнитной системы: это затруднило бы их снятие. Установленные захваты закрепляют в верхней и нижней частях обмотки ремнями или хлопчатобумажной веревкой, поднимают на высоту, удобную для осмотра ее витков снаружи, а цилиндра изнутри. При осмотре важно проверить отсутствие повреждений (сдиров, проколов) витковой изоляции. Нельзя допускать обрыва даже одной полоски бумаги: это ослабляет электрическую прочность изоляции и может стать причиной ее пробоя при испытаниях. В каналах между катушками (витками) обмотки не должно быть посторонних предметов, пыли, наплывов лака; каналы должны иметь одинаковую высоту; прогибы и провисания проводов между «столбами» прокладок недопустимы. Внутренний диаметр бумажно-бакелитового цилиндра должен соответствовать чертежу, не должно быть эллипсности, надутий или отслаивания бумаги.
Рис. 75. Насадка обмотки трансформатора мощностью 6300 кВ-А
После осмотра обмотку тщательно продувают сжатым воздухом. Провода нижнего конца обмотки выгибают, складывают в пучок и изолируют так же, как и конец цилиндрической обмотки.
С помощью крана обмотку подают к остову и по командам сборщика располагают над стержнем так, чтобы оси обмотки и стержня совпадали. Придерживая руками обмотку, сборщик насаживает ее на стержень и следит, чтобы острые края пластин не повредили ее цилиндра (рис. 75).
При насадке обмотки на стержень, стянутый стеклобандажами, цилиндр должен касаться (скользить) по уже установленным расклинивающим деталям (планкам, клиньям, трубкам). Чтобы направить обмотку по оси стержня, используют полоски электрокартона толщиной 1 мм и шириной 100—150 мм. Эти полоски вставляют между торцами планок (клиньев, трубок) и цилиндром обмотки; опуская обмотку, направляют ее на стержень.
Обмотку следует опускать медленно; сборщик при этом постоянно следит за ее положением и в случае необходимости регулирует по прокладкам ярмовой изоляции. Электрокартонные клинья должны располагаться строго посередине прокладок, а нижний конец обмотки — против выреза в уравнительной изоляции. Если при насадке обнаружится, что обмотку «увело» и она изменила первоначальное направление, то насадку следует прекратить, обмотку приподнять и, не снимая полностью со стержня, развернуть на необходимый угол, а затем вновь повторить насадку.
Катушечные обмотки должны опускаться под собственной тяжестью. При слишком свободной насадке между цилиндром обмотки и стержнем может оказаться зазор. Если стержень стянут стеклобандажами, то расклинивающие обмотку детали уже стоят на нем и какие-либо дополнительные планки не предусматриваются. В таком случае обмотка окажется без опоры в радиальном направлении, что недопустимо. Такую обмотку надо снять, намотать на стержень сдой электрокартона толщиной 1—2 мм и повторить насадку. После этого обмотка должна опускаться с некоторым затруднением, что обычно обеспечивает ее плотную посадку и надежное радиальное крепление. Если конструкцией не предусмотрены бандажи и прессовка производится специальными расклинивающими деталями после насадки, то между цилиндром обмотки и активной сталью всегда есть зазор и обмотка свободно, без затруднений опускается на ярмовую изоляцию. Сборщик должен следить лишь за совпадением ее клиньев с серединами прокладок изоляции. После опускания обмотки, не снимая подъемных лап захватов, надо проверить, свободно ли устанавливаются расклинивающие детали. Если они вставляются с трудом, плотно, то обмотку можно освободить от захватов и считать насадку законченной. Если же они проходят свободно, надо проверить размеры стержня и этих деталей, найти и устранить ошибку в изготовлении.
Чтобы легко освободить подъемные захваты, на ярмовую изоляцию предварительно ставят две-три деревянные подкладки, на которые и опускают обмотку, захваты освобождают от стягивающих ремней и выводят из-под опорного кольца обмотки.
Траверсу с захватами краном отводят в сторону, из-под опорного кольца выбивают подкладки и окончательно осаживают обмотку на ярмовую изоляцию.