Пайку твердыми припоями широко применяют при сборке трансформаторов. Основное ее достоинство — высокая механическая прочность и хорошая электропроводность места соединения. Наиболее высокими качествами обладают серебряные припои ПСр15 и ПСр40. Чаще всего их применяют для соединения встык медных проводов. Для получения прочного соединения с помощью серебряного припоя необходимо тщательно подготовить места пайки: хорошо зачистить и подогнать стыкуемые провода; специальным зажимом свести вместе и закрепить соединяемые провода. Место пайки разогревают газовой грелкой или электропаечными щипцами. В зону нагрева вводят пруток припоя и следят за заполнением зазора между проподами. При качественной пайке прочность соединения превышает прочность медного провода. Однако серебряный припой дорог. Поэтому при пайке отводов чаще применяют медно-фосфористые припои ПМФ. Они значительно дешевле серебряных, а соединения обладают не меньшими прочностью и электропроводностью. Основной недостаток припоя ПМФ — хрупкость соединения. Поэтому медно-фосфористые припои нельзя применять для пайки встык проводов при изготовлении обмоток или узлов, подвергающихся деформациям в эксплуатации (например, для гибких компенсаторов в контакторах переключающих устройств РПН).
Пайку медных проводов припоем ПМФ производят, предварительно уложив их друг на друга внахлест. Длина нахлеста должна быть не менее одной и не более двойной ширины провода. Перед пайкой концы соединяемых проводов подготовляют: очищают от изоляции, отмотав или срезав ее на конус, укладывают друг на друга, уплотняя легкими ударами молотка, при необходимости связывают тонкой медной проволокой.
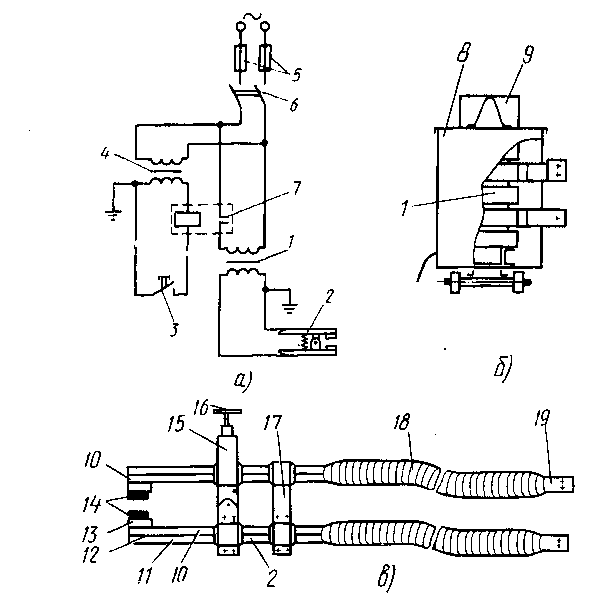
Рис. 86. Передвижной электропаечный агрегат:
а — схема устройства, б — общий вид, в — электропаечные щипцы;
1 — понижающий трансформатор, 2 — щипцы, 3 — педальный выключатель, 4 — пусковой трансформатор, 3 — предохранители, 6 — рубильник, 7 — контакты контактора, 8 — кожух, 9 — коробка контакторов, 10 — токопроводящий стержень, 11 — стальная пластина, 12 — прокладка, 13 — электрододержатель, 14 — угольный электрод, 16 — ручка, 15, 17 — скобы, 18 — кабель, 19 — контактная пластина
При пайке твердыми припоями используют специальные прессы и щипцы, подключенные к электропаечному агрегату (рис. 86). Его основная часть — однофазный понижающий трансформатор 1 мощностью 16—80 кВ-А, подключенный со стороны ВН к сети напряжением 220 или 380 В, а с вторичной стороны — к электропаечным щипцам 2. Трансформатор снижает напряжение до 6—12 В, что позволяет получать кратковременно ток 3000 А и более. Контакты контактора 7 включаются с помощью пускового трансформатора 4 и педали 3 педаль замыкает цепь напряжением 36 В вторичной обмотки пускового трансформатора.
Электропаечный агрегат может работать в стационарном помещении, например на механизированных стеллажах сборочной площадки, или быть передвижным. В этом случае его монтируют в кожухе 8, установленном на катки. К шинным отводам НН подключают электропаечные щипцы 2.
Электропаечные щипцы (рис. 80, в) имеют несложную конструкцию. Токопроводящие стержни 10 припаяны к гибкому кабелю 18, покрытому асбестовой изоляцией. К концам провода присоединены пластины 19, подключаемые к зажимам НН трансформатора. Для большей механической прочности каждый токопроводящий стержень 10 усиливается стальной пластиной 11 между ними помещается теплоизоляционная прокладка 12 из асбеста.
Стержни 10 соединены с графитовыми (угольными) электродами 14 посредством съемных электрододержателей 13. Оба стержня 10 вместе с пластинами 11 закреплены в скобах 15 и 17. Скоба 17 определяет расстояние между стержнями; в скобе 15 имеется ручка 16, вращая которую можно перемещать концы щипцов до смыкания электродов. С помощью этой ручки сближают электроды и зажимают между ними детали перед пайкой.
Соединяемые детали плотно зажимают между графитовыми электродами щипцов и нажимают на педаль 3. Первыми нагреваются электроды, а вместе с ними и место пайки. Прерывисто включая и отключая агрегат, постепенно разогревают детали ( начала до темно-вишневого, а затем — до ярко-красного и светло-желтого цветов. Только после этого прутками припоя касаются стыков деталей; расплавляясь, он проникает между ними, заполняя все поры. Оставшийся лишний припой образует капли и наплывы, которые еще до прекращения пайки удаляют металлической щеткой. Закончив пайку, щипцы не снимают, вока не остынут провода и припой не затвердеет; острые углы и шероховатости на пайке зачищают напильником.
Стационарный электропаечный пресс используют для пайки проводов и шин большого сечения — отводов трансформаторов. Его называют прессом, так как соединяемые детали (провода, шины, компенсаторы) перед пайкой зажимают, как бы прессуют между графитовыми электродами 5 (рис. 87). Верхняя 6 и нижняя 9 бабки пресса могут перемещаться по направляющей трубе 2, закрепленной на стойке 1. Труба имеет червячную резьбу, и нижняя бабка 9 с помощью рукоятки 10 может быть установлена на любой удобной для работы высоте. Обычно сборщик оставляет ее на все время пайки в одном положении.
Соединяемые детали устанавливают на электрод нижней бабки; вращая штурвал 3, опускают до упора верхнюю бабку и зажимают («запрессовывают») детали между электродами. Электроды закреплены в съемных электрододержателях 4, к которым подключены обмотки НН понижающего трансформатора мощностью 80—100 кВ-А. Питание пресса осуществляется по двум проводам сечением по 400 мм2. Каждый провод в отдельности и оба вместе покрыты теплоизоляцией — асбестовой лентой.
Стационарный электропаечный пресс удобен и прост и эксплуатации. Его легко перевозить; замена электрододержателя несложна и не занимает много времени; достаточно просто обеспечивается параллельность рабочих поверхностей электродов (их легко подправить напильником); во время пайки обе руки сборщика свободны от поддерживания соединяемых деталей. Включение и отключение трансформатора — кнопочное, ножное, причем контакт — «кнопка» (педаль включения) может быть перенесена в удобное для сборщика место.
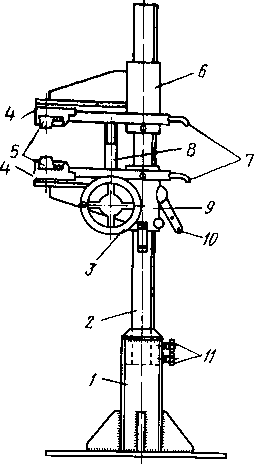
Рис. 87. Стационарный электропаечный пресс: 1— стойка, 2 — труба, 3 — штурвал, 4 — электрододержатели, 5 — электроды, 6,9 — верхняя и нижняя бабки, 7 — провода к трансформатору, 8 — винт, 10 — рукоятка, 11 — болт
Для пайки самых крупных соединений имеются прессы с пневматическим зажимом деталей.