§ 40. ОСОБЕННОСТИ НАСАДКИ ОБМОТОК И УКЛАДКИ ИЗОЛЯЦИИ ТРАНСФОРМАТОРОВ МОЩНОСТЬЮ ДО 25 000 КВ • А С ВН 110 КВ
Укладка нижней ярмовой и уравнительной изоляции. В трансформаторах большой мощности уравнительная изоляция представляет собой электрокартонное кольцо, разрезанное на части, к которому с двух сторон приклепаны прокладки из прессованного электрокартона (см. рис. 25, а). Уравнительную изоляцию укладывают на верхние полки нижних ярмовых балок и частично на ярмо, выравнивая в одной полости полки и средний пакет ярма. Прокладки уравнительной изоляции должны плотно прилегать к полкам ярмовых балок. Если из-за неточности изготовления обнаружится перекос полок, то толщину прокладок разрешается подогнать по месту так, чтобы создать опорную плоскость для обмоток на уровне выступа ярма. На уравнительную изоляцию укладывают ярмовую. Она представляет собой кольцо из электрокартона (см. рис. 25, и) с приклепанными к нему прокладками 2.
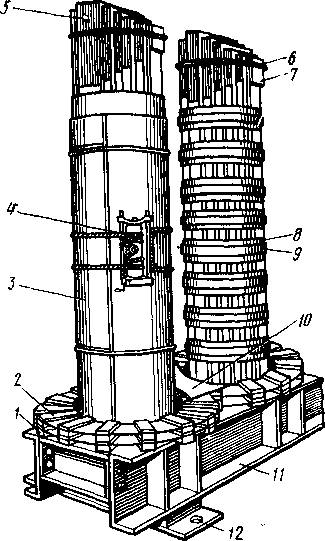
Рис. 78. Укладка изоляции однофазного трансформатора с ВН 110 кВ:
1 — уравнительная изоляция, 2 — ярмовая изоляция, 3 — «мягкий» цилиндр, 4 — приспособление для затяжки цилиндра, 5 — отметка места окончания расшихтовки, 6 — ремень для стяжки верхней части стержня, 7 — стальная пластина, 8 — полоса электрокартона, 9 — стеклобандаж, 10 — пластина из электрокартона, 11 — ярмовая балка, 12 — опорная пластина
Как известно, ярмовая изоляция часто состоит из основного кольца 1 и дополнительного сегмента 6. Кольцо ярмовой изоляции надевают на стержень магнитной системы и осторожно опускают на прокладки уравнительной изоляции так, чтобы вырез в кольце для вывода концов внутренней обмотки располагался на «своей» стороне, а прокладки совпадали по высоте (рис.78). Смещение прокладок ярмовой 2 и уравнительной 1 изоляции относительно друг друга не должно превышать 5 мм. При большем смещении прокладки окажутся ненадежной опорой для обмоток.
У некоторых трансформаторов ярмовая изоляция выполняется сразу на три фазы (см. рис. 25, к). Ее поднимают с помощью крана и пенькового каната и, придерживая руками, надевают на стержни, осторожно опускают на уравнительную изоляцию, добиваясь полного совпадения прокладок.
Намотка цилиндров. Обмотки мощных трансформаторов изолируют от стержней цилиндрами из электрокартона. В отличие от бумажно-бакелитовых, жесткая конструкция которых получается уже при изготовлении, цилиндры, наматываемые из электрокартона толщиной 1,5—2 мм, называют «мягкими». Это не означает, конечно, что такие цилиндры легко и просто установить на стержень: электрокатон толщиной 1,5 мм и особенно 2 мм имеет достаточную жесткость. Поэтому перед установкой его листы предварительно закатывают на специальных вальцах, придавая им цилиндрическую форму.
Электрокартон выпускается заводом-изготовителем стандартных размеров. В заготовительном цехе его разрезают на листы необходимой высоты и длины. Обычно цилиндры толщиной 4—8 мм получают из нескольких пластин электрокартона, которые ставят на стержень в определенном порядке. При этом сборщик должен руководствоваться двумя правилами: 1) каждый последующий лист необходимо устанавливать так, чтобы он (его край) перекрывал предыдущий не менее чем на 100 мм; это обеспечит необходимую электрическую прочность слоя электрокартона (рис. 79); 2). первую пластину следует располагать таким образом, чтобы перекрытия соседних пластин оказались бы между прокладками ярмовой изоляции. Исключение составляет последняя пластина, конец которой должен быть прижат вертикальным клином обмотки. Если не выполнить последнего требования, то клинья обмотки будут скользить по утолщенному (в местах перекрытий) цилиндру, обмотку будет постоянно «уводить», и ее прокладки не попадут на прокладки ярмовой изоляции. В этом случае неправильно собранный цилиндр придется разобрать и вновь повторить намотку, точно следуя указанным правилам.
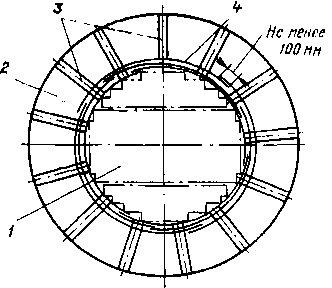
Рис. 79. Схема расположения пластин «мягкого» цилиндра из электрокартона при его сборке:
1 — стержень магнитной системы (вид сверху), 2 — ярмовая изоляция, 3 — прокладки ярмовой изоляции, 4 — лист электрокартона
По окончании намотки «мягкий» цилиндр предварительно закрепляют киперной лентой, а затем надежно затягивают с помощью несложного приспособления 4 (см. рис. 78). Оно состоит из барабана с валом, на котором закреплена шестеренка червячного редуктора. К барабану прикреплен пеньковый канат; вращая рукоятку, наматывают канат на барабан, постепенно затягивая цилиндр. По мере затяжки листы электрокартона уплотняют ударами деревянного молотка по высоте цилиндра. Затянутые листы закрепляют бандажом из киперной ленты, накладывая ее с шагом 300—500 мм, а затем снимают приспособление. Диаметр цилиндра измеряют в двух-трех местах. Считается допустимым, если он превышает внутренний диаметр обмотки на 5—7 мм.

Рис. 80. Подготовка обмоток к насадке:
а — обрубка клиньев обмотки НН, б — обрубка клиньев обмотки ВН, в — эскиз обработки клиньев обмотки ВН для укладки угловой шайбы; 1 — клин, 2 — опорное кольцо, 3 — обмотка НН (а) или ВН (б), 4 — емкостное кольцо, 5 — подкладка из электрокартона, 6 — стамеска, 7 — вырез в клине, 8 — угловая шайба
Проверка обмоток НН на отсутствие обрыва и замыканий проводов. Обмотки трансформаторов 110 кВ поступают в сборочный цех запрессованными в плитах. После наружного осмотра и измерения высоты винтовые обмотки, не распрессовывая, проверяют на отсутствие обрыва и замыкания параллельных проводов. Необходимость такой проверки до снятия плит объясняется тем, что провода и катушки в запрессованном состоянии находятся в рабочем положении относительно друг друга. После распрессовки относительное положение проводов изменится, плотное касание нарушится, и возможное замыкание исчезнет.
Обмотки проверяют мегаомметром сборщик и контролер.
Непрерывные катушечные обмотки в сборочном цехе мегаомметром не проверяют; их качество контролируют на испытательной станции после первой сборки трансформатора.
Подготовка обмоток НН и ВН к насадке на стержень. После проверки на отсутствие обрыва и замыкания обмотки НН и ВН распрессовывают и освобождают от стяжных плит и шпилек. Как и у трансформаторов меньшей мощности, вертикальные клинья обмоток ВН и НН всегда имеют лишнюю длину. Ее уменьшают сверху и снизу обмоток. В верхней части обмоток лишнюю длину отрезают на 20—-25 мм ниже торной опорных колец обмоток НИ или емкостных колен, обмоток (рис. 80, а, б). Это делают потому, что и процессе сушки активном части трансформатора любая обмотка несколько уменьшается в осевом направлении. Если клинья обрубить на уровне опорного кольца, то после сушки оно будет упираться в прокладки верхней ярмовой изоляции, что помешает прессовке обмотки. При обрубке клиньев обмотки ВН сборщик должен быть особенно осторожен: емкостные кольца и катушки с усиленной изоляцией, расположенные у торцов обмоток, могут быть легко повреждены, если не принять специальных защитных мер.
Обычно между клином и емкостным кольцом помещают прокладку из прессованного электрокартона толщиной 5—7 мм, которая при обрубке клиньев защищает обмотку от повреждений.
Кроме уменьшения длины сборщик должен сделать в клиньях обмоток ВН специальные вырезы 7 (рис. 80, в) по размерам, указанным в чертеже. В вырезах размещают вертикальные части изоляционных барьеров — угловых шайб 8. Если вырез сделать меньше необходимого, то обмотка при насадке повредит (сомнет) нижнюю угловую шайбу. Такая же ошибка в верхней части обмотки не позволит правильно установить верхнюю угловую шайбу.
Для удобства обработки клиньев и осмотра обмотки ее устанавливают на подставку и изнутри производят необходимые операции. Обрубку клиньев внизу делают на 5—6 мм выше торца опорного или емкостного кольца обмотки.
При внешнем осмотре важно убедиться в отсутствии механических повреждений витковой изоляции. Витки и катушки тщательно осматривают снаружи и изнутри обмотки, используя подсветку переносной электролампой.
Проверяют правильность выполнения переходов из катушки в катушку, обращая особое внимание на их плотное прилегание к обмотке; убеждаются в отсутствии посторонних предметов между катушками, в параллельности и вертикальном положении ее клиньев.
Насадка обмоток.
Процесс насадки обмоток мощных трансформаторов во многом аналогичен с операциями при сборке трансформаторов меньших мощностей. Насадка производится краном с помощью подъемных приспособлений, состоящих из двух- или трехлучевых траверс и захватов (рис. 81). Захваты располагают по оси соответствующих «столбов» прокладок. На опорную часть захвата устанавливают прокладку из электрокартона. Этим уменьшается давление на емкостное кольцо, предохраняется его изоляция от повреждения и облегчается снятие захватов из-под обмотки.
Для успешной насадки надо правильно выбрать места для установки захватов 4, удалив из-под обмотки деревянные подкладки 6, расположенные в местах размещения опорных частей. Установленные захваты затягивают хлопчатобумажной веревкой 8, которая должна закрепить их в нижней и верхней мастях обмотки.
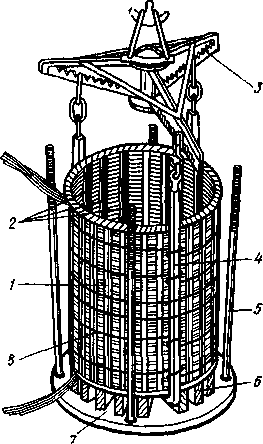
Рис. 81. Подъем обмотки с помощью трехлучевой траверсы: 1 — обмотка, 2 — вертикальные клинья обмотки, 3 — траверса, 4 — подъемный захват, 5 — шпилька, 6 — нижняя деревянная подкладка, 7 — стальная стяжная плита, 8 — хлопчатобумажная веревка
Сборщик должен всегда помнить, что небрежное крепление приведет к аварии: при подъеме захваты разойдутся и не смогут удержать обмотку.
Надежно закрепленную обмотку поднимают с плиты 7, обрезают изнутри клинья 2 и тщательно продувают струей сжатого воздуха; для улучшения скольжения поверхность клиньев натирают парафином.
Перед насадкой обмотки верхнюю часть стержней закрывают электрокартоном толщиной 0,5—1 мм, чтобы избежать случайного повреждения изоляции проводов.
Опустив обмотку до края первого электрокартонного цилиндра, между клиньями и цилиндром ставят направляющие полосы из электрокартона толщиной 1 мм и шириной 120—150 мм.
Основные правила насадки обмоток одинаковы для трансформаторов любой мощности: ориентирование по прокладкам ярмовой изоляции; осадка (опускание) под действием собственной массы; надежная опора в радиальном направлении.
Отличие в насадке обмоток мощных трансформаторов заключается в том, что их вертикальные клинья скользят по поверхности электрокартонного цилиндра. В то же время у ранее рассмотренных трансформаторов (см. § 38) «жесткий» изоляционный цилиндр опускается вместе с обмоткой, соприкасаясь с деталями радиального крепления на стержне.
Насадка обмотки не должна быть слишком свободной. Это чаще всего показывает, что часть клиньев неплотно прилегает к цилиндру. Наблюдая за опусканием обмотки, сборщик должен вовремя определить, появился ли зазор между каким-либо клипом и цилиндром. Если такой зазор обнаружится, то насадку следует прекратить, обмотку снять и намотать на стержень слой или часть слоя цилиндра в том месте, где клинья не касаются его поверхности. Это исключит возможность смещения обмотки в радиальном направлении.
Не всегда насадка обмотки с первого раза оказывается успешной. Нередко случается, что, опустившись на 300—400 мм, обмотка либо останавливается, либо изменяет первоначальное направление и ее «уводит» в сторону. В обоих случаях обмотку следует снять, определить и устранить причину, нарушившую нормальный процесс насадки, а затем повторить его сначала. Чтобы правильно найти причину неудачной насадки, следует внимательно осмотреть следы, которые обмотка оставляет на цилиндре. Если обмотка насаживается сравнительно легко и ее клинья одинаково плотно касаются цилиндра, то на нем (после снятия) останутся одинаково слабые, но отчетливо видимые следы—вмятины от клиньев. Если же движение обмотки затормозилось и все попытки сдвинуть ее вниз безуспешны, на цилиндре обнаруживаются резко выраженные вмятины от одного или нескольких клиньев.
Причиной неудачной насадки может быть или увеличенная толщина клина (клиньев), оставившего сильные вмятины на цилиндре, или сам цилиндр, либо неправильно намотанный (утолщенный) в этом месте, либо имеющий неодинаковый по высоте диаметр.
Толщину клиньев уменьшают, отрывая от них полоску электрокартона соответствующего размера; утолщенный цилиндр перематывают так, чтобы перекрытия листов («стыки») были смещены из зоны глубоких вмятин, оставленных при насадке. Чтобы перемотать цилиндр, надо снять обмотку; однако нередко случается, что обмотка очень плотно сжимает цилиндр и при снятии со стержня увлекает за собой листы электрокартона. Это крайне нежелательно, так как цилиндр разматывается и определить причину увеличения его диаметра очень трудно. Во избежание размотки цилиндр возможно сильнее затягивают хлопчатобумажной веревкой.
Обмотки НН, нижние концы которых размещаются между прокладками ярмовой изоляции, при насадке устанавливают на расстоянии 300—400 мм для изгиба и изолирования концов (под обмотки подставляют специальные стойки).
Изолирование концов внутренних обмоток — ответственная операция. Концы проводов размещают вблизи заземленных частей трансформатора (ярма, ярмовых балок, прессующих колец) и обмоток с более высоким напряжением. Для изолирования применяют крепированную бумагу или лакоткань, предварительно нарезанную на полосы шириной 30—40 мм. Как и у трансформаторов меньших мощностей, перед началом изолирования концы обмоточных проводов собирают в пучок и укладывают по чертежу.
Общие требования, предъявляемые к изолированию, одинаковы для всех трансформаторов: укладка полос бумаги (лакоткани) вполуперекрышку, плотно, с непрерывным подтягиванием
(уплотнением) полос изоляции после каждого оборота вокруг конца обмотки.
Проверив размеры изолированного конца провода и убедившись, что толщина изоляции соответствует заданной, закрепляют ее киперной лентой в один слой вполуперекрышку.
Изоляция между обмотками ВН и НН в большинстве случаев выполняется маслобарьерной и состоит из чередующихся масляных промежутков и барьеров — изоляционных цилиндров. Кроме того, в конструкциях изоляции обмоток ВН 110 кВ и выше сделаны специальные угловые барьеры (см. рис. 25, в) — угловые шайбы. Для увеличения электрической прочности между наружными обмотками ВН разных фаз устанавливают междуфазные перегородки. Таким образом, сборка маслобарьерной изоляции состоит из установки пластин, цилиндров, дистанцирующих прокладок и угловых шайб.
Сборку цилиндров производят так же, как и под обмотку НН.
Нижнюю угловую шайбу надевают на цилиндр сверху через стержень и осторожно опускают на ярмовую изоляцию. Если диаметры шайбы и цилиндра совпадают, шайба плотно прилегает к поверхности цилиндра. Однако нередко диаметр шайбы заметно больше или меньше диаметра цилиндра. В первом случае шайба слишком свободно пройдет по цилиндру, во втором для ее опускания придется применить значительные усилия, что может повредить угловую шайбу—конструкцию механически непрочную. В обоих случаях наиболее правильным является «перемотка» шайбы. С этой целью шайбу разбирают на отдельные листы, а затем вновь собирают на том месте, где она должна быть установлена по чертежу. При сборке внутренние листы шайбы должны плотно прилегать к цилиндру; вырезы в листах на горизонтальном отвороте должны перекрывать друг друга, как и стыки листов на цилиндрической части шайбы.
Масляные промежутки между цилиндрами создаются дистанцирующими прокладками из прессованного или склеенного электрокартона. В этих прокладках заранее сделаны вырезы для размещения цилиндрической (вертикальной) части угловой шайбы.
Дистанцирующие прокладки устанавливают строго по вертикали, посередине прокладок ярмовой изоляции. После намотки цилиндров и установки второй угловой шайбы насаживают обмотку ВН. Поскольку концы обмотки ВН выходят снаружи, ее опускают сразу на ярмовую изоляцию. Лишь для защиты цилиндрической части угловой шайбы от случайного повреждения (смятия) клиньями обмотки под нее (по всей окружности) подкладывают электрокартонные полосы толщиной 1—1,5 мм. При этом один край полосы (ее ширина 100—150 мм) «заправляется» между цилиндром и обмоткой, а другой перекрывает цилиндрическую часть угловой шайбы.
После насадки обмотки ВП выгибают, выравнивают, укладывают в пучок и изолируют верхние концы внутренних обмоток.
Конструкция изоляции от верхнего и нижнего ярм трансформатора одинакова, сверху на обмотки укладывают такие же изоляционные детали, как и снизу, только в обратной последовательности.
Нередко возникают трудности при установке верхней угловой шайбы. Если при укладке нижней изоляции можно иногда использовать готовую угловую шайбу, то при установке верхней сделать это обычно не удается, так как мал промежуток, в котором должна разместиться цилиндрическая часть угловой шайбы. Поэтому перед установкой верхнюю угловую шайбу разбирают на отдельные слои по два листа электрокартона в каждом, а затем собирают, располагая их равномерно по окружности (при укладке следят за перекрытием листов и стыков отдельных слоев). Установка последних листов вызывает особые трудности: канал уже закрыт и приходится использовать специальные оправки, отгибая ими края цилиндра. В освободившееся место помещают последние листы шайбы.
После укладки верхней ярмовой изоляции проверяют (по уровню опорных колец) высоту обмоток ВН и НН. Если какая- либо обмотка окажется ниже соседней, ее выравнивают, подложив электрокартонные подкладки или кольца соответствующей толщины.