§ 43. ПРЕССОВКА ВЕРХНЕГО ЯРМА. ОСЕВАЯ ПРЕССОВКА ОБМОТОК
Прессовка верхнего ярма и обмоток — последняя и наиболее трудоемкая операция первой сборки. Особенности прессовки ярм и обмоток трансформаторов определяются их мощностью и габаритными размерами.
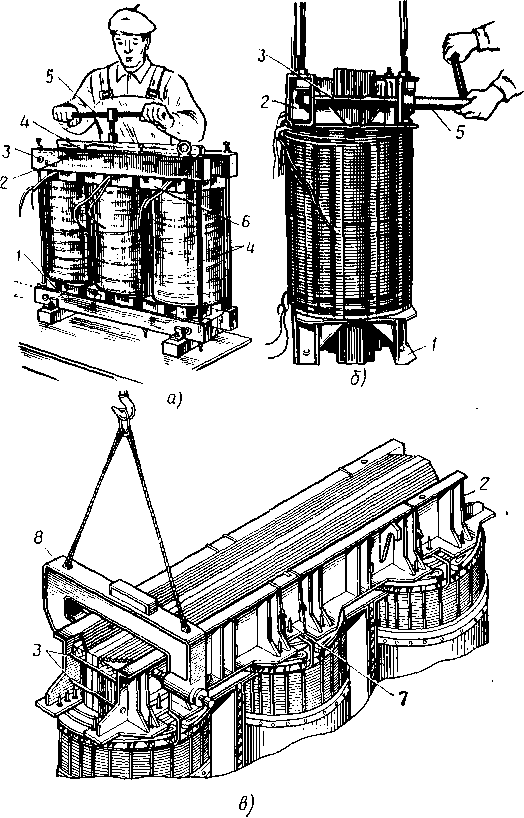
Рис. 84. Прессовка верхнего ярма магнитной системы:
а — осевая прессовка обмоток трансформатора мощностью 400 кВ-А, б — предварительная подпрессовка ярма трансформатора мощностью 1000 кВ-А, в — прессовка ярма трансформатора большой мощности балкой; 1, 2 — нижняя и верхняя ярмовые балки, 3, 4 — горизонтальная и вертикальная прессующие шпильки, 5 — торцовый ключ, 6 — деревянная подкладка, 7— нажимной винт, 8 — прессующая балка
Трансформаторы мощностью до 400 кВ А.
Ярмовые балки у трансформаторов мощностью до 400 кВ-А (рис. 84, а) устанавливают вручную. Определив, какой стороне (ВН или НН) принадлежит балки 2, их устанавливают на подкладки 6 (причем вертикальные прессующие шпильки 4 пропускают через отверстия в балках). Верхнее ярмо предварительно стягивают с помощью горизонтальных прессующих шпилек 3 так, чтобы сохранилась возможность осадки выступающих пластин ярма. Осадку пластин производят легкими ударами молотка через фибровую подкладку. Подкладку ставят узкой стороной сразу на несколько слоев и, перемещая ее с одного края пластин на другой, на середину и т. д., добиваются их равномерной осадки до стыка с пластинами стержня. Одновременно аккуратно подбивают торцы пластин на крайних стержнях до полного отсутствия «гребенки».
Перед окончательной запрессовкой ярма между пластинами ставят заземляющую шинку (см. рис. 24). Для этого тонкой оправкой осторожно раздвигают пластины ярма (на расстоянии 10 мм от края) и в образовавшуюся щель помещают один конец шинки на глубину 75 мм. Другой ее конец закрепляют на ярмовой балке.
Обмотки у трансформаторов небольшой мощности прессуют с помощью верхних ярмовых балок, затягивая торцовым ключом 5 (см. рис. 84) гайки на вертикальных шпильках 4. Прессовка производится до окончательной запрессовки ярма. Для равномерной прессовки сборщик последовательно подтягивает гайки, переходя от шпильки к шпильке, и постепенно опускает балки до тех пор, пока они надежно не зажмут обмотки. Только после осевой стяжки обмоток окончательно допрессовывают ярмо до размера, указанного в чертеже.
Трансформаторы мощностью 630 кВ А и выше.
Обмотки трансформаторов указанной мощности прессуют, как правило, с помощью стальных колец. Между полкой ярмовой балки и кольцом почти всегда имеется пространство, используемое для деталей запрессовки обмоток. Перед установкой балок это пространство заполняют деревянными подкладками, которые ставят на прессующие кольца. Ярмовые балки с помощью крана или других грузоподъемных устройств устанавливают на эти подкладки так, чтобы упорные пластины (замковые выступы) балок (см. рис. 22) поместились бы под аналогичными выступами вертикальных пластин.
Как и у трансформаторов меньшей мощности, предварительную прессовку верхнего ярма выполняют ярмовыми балками с помощью шпилек, устанавливаемых по их торцам. Шпильки могут быть постоянными или временными. По мере прессовки П-образные скобы, стягивающие ярмо, снимают, и балки принимают на себя все усилия по удержанию пластин стали. Скобы легко вынимаются из ярма. Между ярмом 1 (рис. 85, а) и скобой всегда есть небольшой зазор; в него вставляют еще одну скобу 3так, чтобы ее загнутой частью, как рычагом, можно было бы легко извлечь скобу 2.
Заземляющую шинку устанавливают так же, как и у трансформаторов небольших мощностей. Место установки шинки 5 (рис. 85, б) определяется отверстием для ее крепнения на ярмовой балке. Обычно шинку размещают напротив одной из прокладок «моста» 8 таким образом, чтобы после прессовки прокладка надежно закрепила (зажала) ее в ярме. Скоба 6 в этом случае используется как оправка, раздвигающая пластины или установки заземляющей шинки. Чтобы шинка 5 не замкнула торцы пластин, вместе с ней вставляют полоски электрокартона I толщиной 0,5 м одинаковой с шинкой ширины.
До окончательной прессовки верхнего ярма необходимо осадить пластины в тех пакетах, где это не удалось сделать при шихтовке. Осадка пластин производится так же, как и у трансформаторов небольших мощностей. Однако при этом приходится учитывать, что размеры пластин и масса ярма значительно больше. Поэтому для осадки пластин затрачиваются значительные усилия; возрастает опасность забоин и загибов у отдельных пластин ярма. Чтобы избежать этого, пластины следует осаживать только через фибровую подкладку. Надо следить, чтобы усилие, перемещающее пластины, передавалось одновременно всем (а не части) пластинам, подлежащим осадке.
Опустив пакеты ярма до стыка с пластинами стержней, устанавливают детали замкового клинового устройства, изоляционные подкладки, полубандажи или стяжные шпильки (см. рис. 20, 21, 22), а затем производят окончательную прессовку ярма.
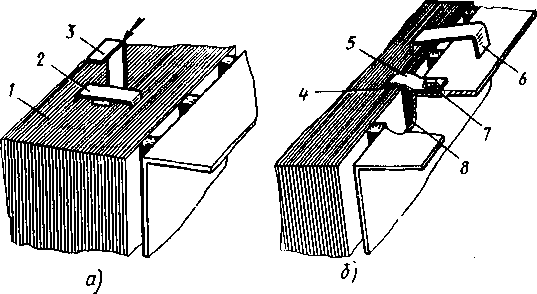
Рис. 85. Снятие скоб перед прессовкой (а) и установка заземляющей шинки (б):
І — ярмо, 2,3,6 — скобы, 4 — электрокартонная полоса, 5 — заземляющая шинка, 7 — болт, 8 — прокладка «моста»
Прессовка верхнего ярма требует больших физических усилий. Обычно торцовые ключи (рис. 84, б) с короткой (500 — 700 мм) рукояткой непригодны для трансформаторов мощностью свыше 10 000 кВ-А.
Для получения необходимого усилия у таких трансформаторов приходится применять удлинители — стальные трубы длиной 1 —1,5 м, надеваемые на рукоятку ключа. Как правило, прессовку производят 2—3 сборщика, один из которых с площадки механизированных стеллажей отводит и переставляет головку ключа, придерживая ее при прессовке, а другой (другие) с усилием поворачивает рукоятку с удлинителем.
Так как при окончательной прессовке ярмо «сжимается» на 10—30 мм (в зависимости от его размера), а перемещение прессующей гайки при каждом повороте ключа на часть (30—45°) полного оборота составляет доли миллиметра, становится понятным, почему прессовка является наиболее трудоёмкой операцией первой сборки.
Применяют также специальные ключи — «трещотки», с помощью которых несколько облегчается прессовка, так как ликвидируются операции снятия ключа и повторной насадки его на гайку после поворота.
Для прессовки ярм мощных трансформаторов широко применяют специальные гидробалки 8 (рис. 84, в). Гидробалку, усилие которой достигает 60-104 Н, с помощью крана устанавливают на среднюю часть ярма, прессуют его, затягивают полубандажи и шпильки. Далее гидробалку переставляют и прессуют крайние участки ярма. Запрессовав ярмо над крайним стержнем, снимают временные технологические и устанавливают постоянные прессующие шпильки 4 далее такую же операцию повторяют над другим крайним стержнем. Прессовку считают законченной, когда ярмовые балки затянуты и плотно прилегают к ярму с обеих сторон.
После прессовки ярма начинают осевую запрессовку обмоток. С этой целью под нажимные винты ставят изоляционные и стальные пяты; с помощью ключей «трещоток» равномерно затягивают винты, переходя последовательно от одного к другому, до получения заданного осевого размера обмоток. Однако достичь необходимой запрессовки обмоток на первой сборке обычно не удается, так как за время сборки обмотки увлажняются и увеличивается их осевой размер. Нередко только после сушки активной части, когда из обмоток полностью удалена влага, можно допрессовать их до заданной высоты.
Поэтому на первой сборке следует запрессовать обмотки максимально возможно. Запрессовка обмоток считается достаточной, если зазор между нижней плоскостью ярма и прессующим кольцом достигнет 5—10 мм (больший зазор должен быть у трансформаторов большей мощности).
Контрольные вопросы
- На какие основные этапы разделяется сборка трансформаторов?
- Каковы основные признаки правильной насадки обмоток?
- Каковы общие правила, предъявляемые к изолированию концов обмоток?
- Является ли чередование пластин ярма и стержня основным правилом шихтовки?
- С какой целью используют фибровые подкладки при осаживании пластин верхнего ярма?
- В каких случаях применяют ключи-«трещотки» на первой сборке трансформаторов?