3.5. Технология ремонта натяжных гирлянд изоляторов ВЛ 330-750 кВ
Для замены изоляторов в натяжных гирляндах у нас в стране в настоящее время применяется две технологии. В одном случае электромонтер перемещается вдоль гирлянды изоляторов и заменяет поочередно отдельные дефектные изоляторы. Такой способ применим для длинных гирлянд изоляторов, так как, перемещаясь вдоль гирлянды, электромонтер постоянно шунтирует часть воздушного промежутка провод- опора. Во втором варианте электромонтер доставляется к месту соединения провода и натяжной гирлянды изоляторов, ремонтируемая гирлянда освобождается от тяжения, ее переводят в вертикальное положение и последовательно проводят замену дефектных изоляторов.
В энергосистемах Минэнерго УССР применяется технология замены отдельных дефектных изоляторов в натяжных гирляндах ВЛ 500 и 750 кВ с использованием приспособления для перемещения по гирлянде (рис. 3.28) [25]. Приспособление состоит из стеклопластикового полоза с роликами и резиновыми ремнями, подвесной монтерской кабины и комплекта изолирующих канатов с блоками. Натянутые резиновые ремни, скользящие по роликам, должны обеспечивать перемещение полоза по гирлянде, не имеющей дефектных изоляторов; полоз имеет форму полуцилиндра, диаметр которого должен быть несколько больше диаметра изоляторов гирлянды. Длина полоза должна быть не более строительной высоты четырех-пяти изоляторов.
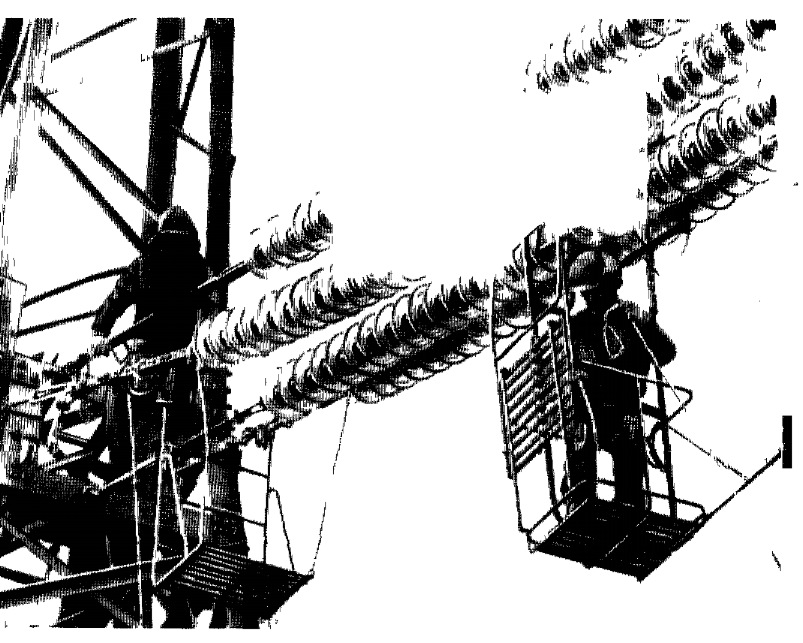
Рис. 3.28. Перемещение электромонтера вдоль гирлянды изоляторов
Полоз устанавливается на ближайших к стойке опоры изоляторах, для чего удобно применять специальную лестницу (рис. 3.28), предварительно смонтированную на арматуре натяжной гирлянды. В случае, если обе нижние цепи натяжной гирлянды изоляторов ВЛ 750 кВ имеют дефектные изоляторы, полоз устанавливается на одну из верхних неповрежденных гирлянд. При этом монтерское сиденье крепится к полозу удлинителем и нижняя гирлянда оказывается расположенной между полозом и электромонтером в кабине.
Перед доставкой электромонтера к ремонтируемым элементам монтерская кабина подводится как можно ближе к проводу ВЛ и изолирующие канаты проверяются рабочим напряжением в течение 1 мин.
После размещения электромонтера в кабине полоз перемещают по гирлянде до места расположения первого дефектного изолятора. В случае, если изолирующая подвеска имеет значительный угол наклона, полоз передвигается за счет массы электромонтера в кабине, а скорость его движения контролируют электромонтеры на опоре с помощью изолирующего каната. При малом угле наклона изолирующей подвески передвижению полоза помогают электромонтеры на земле, также применяя изолирующие канаты. В процессе выполнения работы полоз удерживается от случайного перемещения изолирующим канатом, закрепленным на опоре.
После установки полоза в месте нахождения дефектного изолятора электромонтер выравнивает с помощью штанг потенциал сиденья с шапкой дефектного изолятора, а затем с шапками изоляторов, находящимися с двух сторон от дефектного. Снятие нагрузки с дефектного изолятора от тяжения проводов достигается либо применением винтового стяжного устройства, ваймы которого крепятся к шапкам изоляторов, смежных с дефектным, либо снятием тяжения со всей гирлянды. Во втором случае винтовой или гидравлический домкрат крепят к опоре и к одному из промежуточных звеньев ремонтируемой гирлянды, домкратом освобождают от механической нагрузки промежуточные звенья, расцепляют их, после чего отпускают домкрат и механическая нагрузка ремонтируемой цепи изоляторов переводится на остальные цепи. Оставшуюся механическую нагрузку на дефектный изолятор, обусловленную массой гирлянды, снимают стяжным устройством для замены отдельных изоляторов. Для обеспечения удобства замены дефектных изоляторов в верхних цепях изолирующей подвески монтерская кабина имеет откидывающуюся боковую приставку (рис. 3.29).

Рис. 3.29. Замена дефектного изолятора верхней цепи
После установки нового изолятора на место дефектного снимают штанги для переноса потенциала и электромонтера перемещают к следующему дефектному изолятору.
Специалистами Молдглавэнерго для линий 330 и 400 кВ разработана технология замены отдельных дефектных изоляторов натяжной гирлянды при ее переводе в вертикальное положение (рис. 3.30).

Рис. 3.30. Замена дефектных изоляторов с изолирующей лестницы:
1 - изолирующая лестница; 2 - страховочный изолирующий канат; 3 - изолирующие канаты; 4 - изолирующая тяга, 5 - домкрат, 6 - изолирующий блок; 7 - стяжное устройство
К проводу электромонтер поднимается по изолирующей лестнице. Для установки лестницы электромонтер из корзины телескопической вышки с помощью изолирующей штанги навешивает на провод блок с изолирующим канатом. Этим канатом поднимают изолирующую лестницу и навешивают за крюки на арматуру гирлянд изоляторов или на провод.
Двумя изолирующими канатами наверх поднимают изолирующую тягу, которую одним концом соединяют с арматурой у провода, а другим — с домкратом на опоре. С помощью домкрата ремонтируемая гирлянда освобождается от тяжения. Электромонтеры на опоре отцепляют от арматуры конец гирлянды, соединенный предварительно с изолирующим канатом, и плавным ходом автомашины опускают гирлянду в вертикальное положение. Электромонтер по лестнице спускается от провода к дефектному изолятору и с помощью стяжного устройства производит его замену.