Глава XVIII
МАСТЕРСКАЯ ЭЛЕКТРИКА
В колхозах и совхозах эксплуатируют много асинхронных электродвигателей и другого оборудования. Для правильной организации эксплуатации, планово-предупредительного ремонта машин и приборов электрик колхоза, совхоза должен оборудовать мастерскую.
Металлообрабатывающее оборудование должно быть выбрано в зависимости от размеров обрабатываемых деталей и их количества.
Обычно в условиях эксплуатации достаточно иметь следующие станки: универсально токарно-винторезный, высота центром 200 мм, короткая станина; универсальный сверлильный с максимальным диаметром сверла 18 мм и ходом шпинделя 150 мм; обдирочно- шлифовальный, диаметр шлифовального круга 250 мм, ширина 40 мм.
Оборудование для газовой и электросварки должно обеспечивать все необходимые сварочные работы. Для электросварки можно выбрать однопостовой трансформатор на ток 350—500 а или сварочную машину постоянного тока на 350 а.
Для газовой сварки (ацетилено-кислородной) необходимы ацетиленовый генератор, баллон с кислородом, набор горелок и шланги. Производительность ацетиленового генератора 3 м3/ч.
Оборудование для пропитки и сушки обмоток.
Сушильный шкаф с устройством для автоматического поддержания заданной температуры, баки с изоляционными лаками. Для загрузки электрических машин в шкаф применяют специальные тележки, а для погружения их в баки с лаком — электротельферы. Шкаф местного производства из имеющихся материалов. Наиболее удобные шкафы следующие.
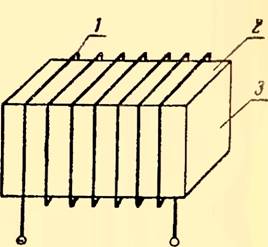
Рис. 137. Схема внутренней камеры сушильного шкафа:
1— намагничивающая обмотка; 2 — камера; 3 — проем для загрузки камеры.
Из листовой стали толщиной 3—5 мм изготовляют внутреннюю камеру, представляющую собой полый прямоугольный параллелепипед без одной стенки. Проем оставляется для загрузки деталей электромашин. Размеры внутренней камеры должны быть такими, чтобы в нее могла поместиться самая большая деталь машины, имеющая обмотку. Листы, образующие камеру, необходимо соединять сваркой сплошным швом. Для нагрева внутренней камеры на нее необходимо намотать намагничивающую обмотку, как схематически показано на рисунке 137. Намагничивающую обмотку рассчитывают по аналогии с намагничивающей обмоткой трансформатора при сушке его потерями в собственном баке.
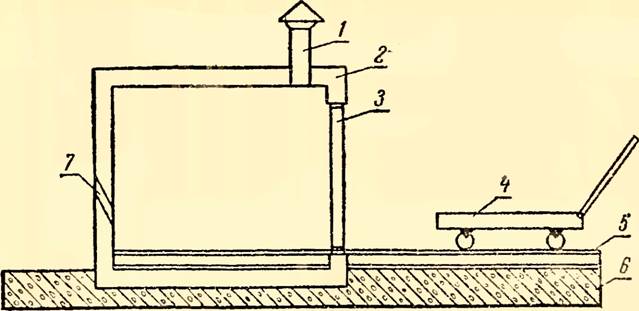
Рис. 138. Схематический разрез сушильной печи:
1 — вытяжная труба; 2 — сушильная печь; 3 — дверь печи; 4 — тележка для загрузки печи; 5 — рельсовый путь; 6 — бетонный пол; 7 — вентиляционное отверстие.
При расчете температура нагрева в пределах 115—120J С, плотность тока в обмотке не выше 1 а/мм2.
Обмотка из голого медного провода, уложенного на асбестовые гребенки, прикрепленные к камере, или на обычные ролики. Ролики прикрепляют к камере шпильками, приваренными к стенкам камеры. Внутреннюю камеру с обмоткой помещают в аналогичную по форме металлическую обойму. Ее удобно делать разборной. Между внутренней камерой и обоймой должен быть зазор 150 мм, заполненный теплоизоляционным материалом. Концы намагничивающей обмотки выводят бусами на клеммный щиток из асбоцемента или другого аналогичного материала. Оставшийся проем для загрузки печи закрывают дверью с теплоизоляцией (рис. 138).
Бак с лаком таких размеров, чтобы в него могла поместиться самая большая часть машин с обмоткой. Бак с лаком делают почти вровень с полом и закрывают крышкой. Для улучшения качества пропитки лак в баке подогревают до температуры 50—60° С (323—333 К).
Оборудование для мойки. Детали электромашин без обмоток удобно промывать в моечной машине (рис. 139). Моющую жидкость приготавливают из следующих компонентов (по весу): кальцинированная сода —0,3%, жидкое стекло — 0,2%, эмульсол — 2,5%, вода — 97%. Моют так. Детали укладывают на тележку 2 и закатывают в камеру 4. Раствор в резервуаре нагревают до температуры 70° С змеевиком 1 и подают насосом 5 в сопла 3, а из них на детали. Моющая жидкость после промывки деталей стекает в резервуар. Мойка длится 10—15 мин, жидкость периодически заменяют. После мойки детали сушат в печи. Она такая же, как и для сушки обмоток. Для обдувки обмоток машин сжатым воздухом используют компрессор 2 атм, его производительность 1—2 м3/ч.
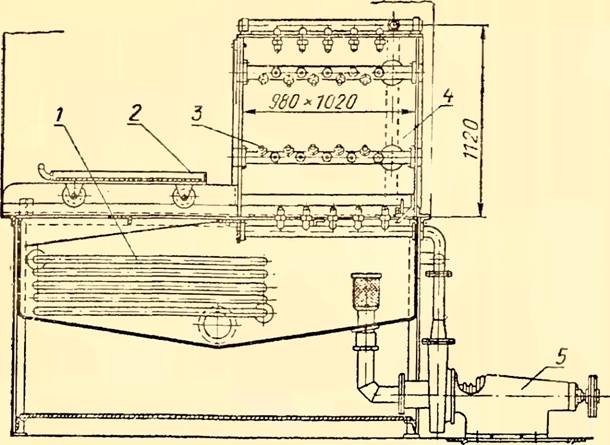
Рис. 139. Моечная машина:
1— змеевик, для подогрева моечной жидкости; 2 — тележка для загрузки моечной машины; 3 — форсунка; 4 — моечная камера; 5 — насос.
В мастерских используют мостовые краны малой грузоподъемности, кран-балки, электротельферы, ручные тали, электрокары, тележки и т. п. Во всех случаях грузоподъемность оборудования не должна быть менее веса поднимаемых машин или трансформаторов.