6-3. ИЗГОТОВЛЕНИЕ ПЛАСТИН ИЗ ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
Раскрой листовой электротехнической стали должен выполняться с минимальными отходами с учетом (особенно для холоднокатаной стали) направления ее прокатки. Для максимального использования стали ширина пластин магнитопровода на заводах нормализована.
На каждый тип магнитопровода разрабатывают карту раскроя, в которой задают:
- схему раскроя стандартных листов и их количество для получения комплекта всех типоразмеров пластин данного магнитопровода; 2) последовательность раскроя заготовок; 3) черную массу заготовок; 4) коэффициент использования листовой стали, который должен быть не ниже 0,85.
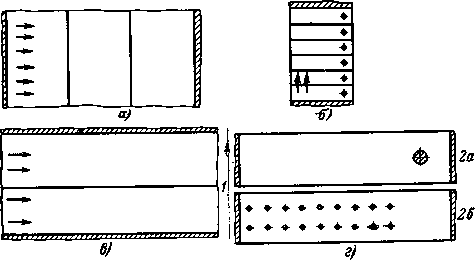
Рис. 6-12. Схема раскроя листов электротехнической стали.
а — раскрой листа поперек па заготовки (в размер по длине пластины); б — штамповка и обрезка пластин из заготовок (в размер по ширине); в — раскрой листа по длине (в размер по ширине пластин); г — штамповка отверстий и обрезка пластин из заготовок (в размер по длине пластин).

Рис. 6-13. Схемы штамповки пластин магнитопровода различных форм.
а — штамповка Г-образных пластин на последовательном штампе; б и в — штамповка Г-образных пластин двумя штампами последовательно; г — вырубка пластин на совмещенном штампе; д — рассечка средней перемычки; е — вырубка Ш-образных пластин на совмещенном штампе; ж — вырубка ярмовой пластины на совмещенном штампе*
В зависимости от размеров пластин раскрой листа производят одним из двух способов, показанных на рис. 6-12,а и в. На рис. 6-12,в и г дана схема раскроя листов при изготовлении пластин магнитопроводов средней мощности трансформаторов. Резку этих пластин начинают с раскроя листа по длине. На гильотинных ножницах, пользуясь ступенчатым упором, режут лист в размер по ширине пластин так, чтобы направление прокатки совпадало с длиной пластин. Кромки листа от 5 до 10 мм идут в отходы.
Нарезанные в размер по ширине заготовки подают краном к кривошипному прессу, на котором одновременно обрезают пластины в размер по длине и штампуют отверстия (рис. 6-12,г). Размеры отштампованных пластин проверяют на контрольном столе. Правильность реза пластин под прямой угол проверяют угольником, а ширину и длину — линейкой. Расстояние отверстий от кромок и между отверстиями измеряют штангенциркулем.
Для трансформаторов небольшой мощности раскрой листа выполняют, как показано на рис. 6-12, а. Раскрой производят поперек листа на заготовки в размер по длине пластины на гильотинных ножницах за несколько резов или на прессе за один ход.

Рис. 6-14. Схема разрезки стали на роликовых ножницах.
1 — разрезаемый лист; 2 — кольцо для сбрасывания материала; 3 — нож.
Раскрой заготовок на заданную ширину выполняют обычно на прессе на универсальном последовательном штампе (рис. 6-12,б).
Пластины мелких трансформаторов, изготавливаемых из горячекатаной стали, как правило, штампуют из заранее нарезанных заготовок с припуском на отходы. На рис. 6-13 показаны схемы штамповки пластин магнитопровода различных форм. При штамповке этих пластин расположение прокатки относительно контура пластин безразлично.
При резке заготовок пластин трансформаторов I—II габаритов наиболее производительным оборудованием являются многодисковые роликовые ножницы с быстрой переналадкой ножей на другие размеры. При разрезке листов принимают схему раскроя, показанную на рис. 6-14. Для предотвращения заклинивания рядом с ножами 3 помещены плавающие кольца 2. Во время резки кольца смещается к центру вала на величину погружения верхнего ножа по отношений к нижнему и толщину разрезаемого металла, а за местом реза это кольцо постепенно сталкивает с ножей заклиненный лист.
Механическая обработка стали производится на оборудовании, обеспечивающем высокую производительность, точность и отсутствие заусенцев.
Листовая электротехническая сталь, как правило, раскраивается на гильотинных ножницах, устройство которых несложно (рис. 6-15,а). Станина ножниц представляет собой сборную конструкцию из двух боковых стоек 1 и горизонтального стола 2, к кромке которого крепится нижний неподвижный нож 3. По одной из двух пар направляющих, закрепленных на боковых стойках, перемещается (гильотина) подвижной нож 5, по второй паре — прижимная траверса 9. Прижим листа происходит перед началом реза. Движение подвижного ножа осуществляется от асинхронного электродвигателя, укрепленного на одной из боковых стоек станины, через коленчатый вал 5 и шатуны 7.
Конструкция верхнего подвижного ножа представлена на рис. 6-15,6. Прижимная траверса приводится в движение с помощью кулачкового механизма 10, укрепленного на конце коленчатого вала. Ножницы включаются ножной педалью через кулачковую муфту, имеющую тормоз для остановки гильотины в верхнем положении. Резка листа на пластины выполняется по упору. Для придания пластине прямого угла вначале у листа отрезают кромки шириной 5—8 мм, а затем разрезают лист на полосы требуемой ширины. Основным недостатком гильотинных ножниц является их низкая производительность.

Рис. 6-15. Гильотинные ножницы.
а — схема станка: 1 — стойка; 2 — стол; 3 — нижний нож; 4 — электродвигатель, 5 — коленчатый вал; 6 — гильотина; 7 — шатуны: 8 — верхний нож; 9 — прижимная траверса; 10 — фасонный кулак; 11 — ступенчатый упор;
б — верхний нож к гильотинным ножницам: 1 — основание; 2 — вставка из инструментальной стали; 3 — предохранительный выступ; 4 — заклепка; 5 — отверстие для крепления.
Обрезку пластин по длине и штамповку отверстия выполняют на кривошипных или эксцентриковых прессах. Схема кривошипного двухступенчатого пресса представлена на рис. 6-16. Пресс состоит из станины 7, внизу которой расположен стол 10 с пазами для крепления штампов. Подвижной стол (ползун) 9 перемещается в регулируемых направляющих 8 посредством двух шатунов 6, имеющих сблокированную регулировку для обеспечения параллельности подвижного и неподвижного столов. Движение стола осуществляется от электродвигателя 3, который через ременную передачу 4 и шестеренчатую пару 5 вращает коленчатый вал 2 и передает движение шатунам. Пресс включается педалью 11 посредством муфты 12.
Для транспортировки и складирования нарезанных и отштампованных пластин пресс оборудован специальными приспособлениями. Пример оснащения -пресса для штамповки пластин мощных трансформаторов представлен на рис. 6-17.
При резке пластин и штамповке отверстий в пластинах, особенно при затупившейся режущей части или плохо отлаженных штампах и ножницах, по кромкам пластин или выштампованных отверстий образуются заусенцы, размеры которых часто превышают допустимые. Заусенцы, перекрывая листы или нарушая изоляцию соседней пластины, образуют местные контуры для протекания токов, которые могут вызвать значительные местные нагревы при работе трансформатора (так называемый «пожар» активной стали), а также обусловливают дополнительные потери в стали.
Для уменьшения величины заусенцев до допустимых значений (5 мкм для стали толщиной 0,35 мм и 7 мкм для стали толщиной 0,5 мм) пластины магнитопровода подвергают дополнительной обработке. Удаление заусенцев можно производить на специальных шлифовальных станках или методом закатки (смятия) на закатных вальцах. Схема станка для закатки заусенцев показана на рис. 6-18. Пластины электротехнической стали пропускают между двумя металлическими валками, где и происходит смятие заусенцев. Необходимый зазор между валками достигается специальным клиновым механизмом настройки.
Одним из эффективных методов изготовления пластин с заусенцами в пределах допуска является хорошее состояние режущего инструмента, его периодическая заточка и шлифовка, изготовление режущего инструмента из высококачественных сталей, точная наладка оборудования и соблюдение технологических процессов.

Рис. 6-16. Кривошипный пресс.
1 — станина; 2 — коленчатый вал; 3 — электродвигатель; 4 — ременная передача; 5 — шестеренчатая передача; 6 — шатун; 7 — устройство для регулировки высоты ползуна; 8— направляющие; 9 — подвижной стол (ползун); 10 — стол неподвижный; 11 — педаль, 12 — муфта включения; 13 — ножедержатели; 14 — штампы.

Рис. 6-17. Оснащение пресса для штамповки пластин мощных трансформаторов.
1 — пуансонодержатель с пуансонами и съемниками; 2 — матрица; 5 — верёвочный транспортер; 4 — ножедержатель; 5 — гидравлический упор; 6 — промежуточный убирающийся транспортер; 7 — отштампованные пластины, 8 —склиз; 9 — главный транспортер.
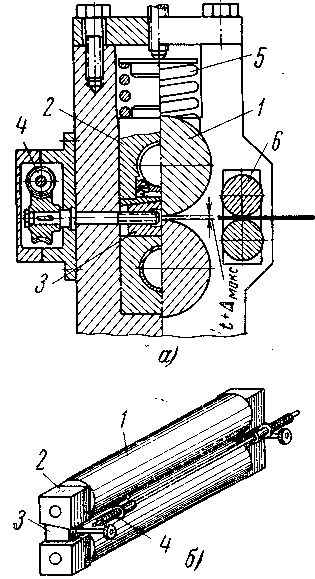
Рис. 6-18. Станок для снятия (закатки) заусенцев.
а — схема стан а; б — разрез под подшипниками; 1 — рабочие валы; 2 — регулируемые подшипники; 3 — клин регулируемый; 4 — червячная пара; 5 — пружины; 6 — валики вспомогательные.
Режущие ножи гильотинных ножниц (рис. 6-15, б) изготавливают из полосовой инструментальной стали. Их закаливают до твердости 60—62 Rс. Ножи крепятся к гильотине и столу болтами. Во избежание наскакивания режущих кромок одной на другую у верхнего ножа сделан выступ, который не выходит из зацепления с режущей кромкой нижнего ножа. От состояния режущих кромок и минимального зазора между ними зависят качество резки и величина заусенцев.
Нормальный зазор между пуансоном и матрицей штампа должен составлять примерно 0,05 толщины материала, т. е. 0,015 и 0,025 мм на обе стороны для толщин стали 0,35 и 0,5 мм соответственно. При увеличенном зазоре материал перед разрушением начинает вытягиваться, образуя толстый заусенец по всему контуру: при уменьшении зазора получается тонкий заусенец с неровными краями. При затуплении режущих кромок инструмента также будет заусенец в отверстии и на вырубке. Схема образования заусенцев показана на рис. 6-19.
Ввиду большого разнообразия типоразмеров пластин магнитопровода, диаметров и расположения отверстий, что требует большого количества штампов, в трансформаторостроении широкое распространение получили сборные регулируемые штампы, набираемые из сменных пуансонов и матриц.
Пуансон и матрицу изготавливают из стали марок У-8, У-10, ЭХ-12 и др. Рабочую часть закаливают до твердости 62—64Rс и шлифуют (затачивают). Стойкость штампа до переточки при штамповке трансформаторной стали — около 8 000 ударов.
Сменный пуансон для штамповки круглых отверстий диаметром 8—90 мм показан на рис. 6-20,а. Верхняя часть пуансона служит для его закрепления в пуансонодержателе. По мере затупления пуансоны затачивают (шлифуют) по нижнему торцу.
Сменная матрица для штамповки круглых отверстий диаметром 6—90 мм показана на рис. 6-20,б. Отверстие имеет коническую форму для лучшего выхода вырубок из матрицы. Снаружи в матрице имеется паз для крепления ее стопорным винтом. По мере затупления матрицу затачивают и по мере стачивания под нее подкладывают стальные шайбы — прокладки. Пуансоны закрепляют в корпусе пуансонодержателя, последний — к ползуну пресса.
Матрица закрепляется в матрицедержателе, который крепят к столу пресса. Для того чтобы снять пластину с пуансона после пробивки отверстия, на пуансон надевают резиновый съемник — буфер (рис. 6-20,в). Со временем на съемнике у нижней его плоскости образуется углубление, которое может во время штамповки давать лунки на пластинах. Эти лунки во время прессовки магнитопровода как бы пружинят, чем снижают плотность прессовки и коэффициент заполнения сечения магнитопровода.
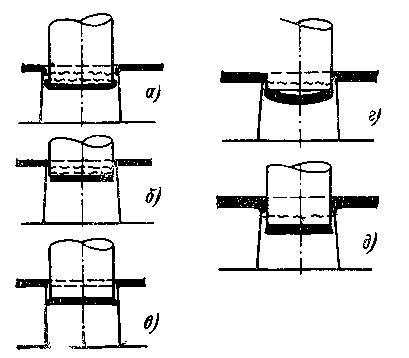
Рис. 6-19. Схема образования заусенцев.
а— увеличенный зазор; б — уменьшенный зазор; в — нормальный зазор между матрицей и пуансоном, г — затупленный пуансон; д — затупленная матрица.
Во время работы необходимо своевременно заменять изношенные съемники новыми.
При серийном и массовом производствах трансформаторов I—II габаритов изготовление пластин магнитопроводов следует производить на поточных механизированных линиях.
На рис. 6-21 показано расположение оборудования и рабочих мест участка производства магнитопроводов из листовой электротехнической стали. При покрытии лаком отдельных готовых пластин пачку стали со сдвоенного рольганга 2 мостовым краном транспортируют к столу 3 многодисковых роликовых ножниц 4 или к столу 16 гильотинных ножниц 17, на которых сталь по одному листу разрезается на заготовки. Нарезанные заготовки в стеллажах транспортируют мостовым краном и поворотным столам 5 и 18, установленным у прессов 6 и 19.
Готовые пластины промежуточными 7, 9, 20 и ленточными транспортерами 10 и 21 подают на вальцы 11, 22 для снятия заусенцев. После этого они транспортируются мостовым краном на тележку 23, с которой по одной пластине подаются в лакировальную машину 24. Лакированные пластины с тележек 25 мостовым краном транспортируют к сборочным столам 26, где собирают магнитопроводы.
За последние годы трансформаторные заводы внедрили новую технологию изготовления магнитопроводов бесшпилечной конструкции. На всех заводах установлено оборудование для изготовления пластин из рулонной холоднокатаной стали. Внедрение этой технологии позволяет механизировать операции и исключить ручной труд.

Рис. 6-20. Сменные пуансон и матрица для штамповки круглых отверстий. а — пуансон, б — матрица; в — съемник резиновый.