ГЛАВА СЕДЬМАЯ
СБОРКА МАГНИТОПРОВОДОВ
1. ОБЩИЕ ТРЕБОВАНИЯ
К магнитопроводам в процессе сборки и позже независимо от конструкции предъявляют требования, связанные с качеством их изготовления. В зависимости от мощности и класса напряжения трансформатора эти требования могут быть повышены и расширены или снижены.
Основные требования заключаются в следующем:
- Пластины, из которых собирается (шихтуется) магнитопровод, должны удовлетворять требованиям, изложенным в § 6-1. Все комплектующие узлы и детали должны быть приняты отделом технического контроля (ОТК) на соответствие чертежам и технологии.
- Зазор между пластинами в местах стыка должен быть не более 1,5 мм (на сборочном столе или стенде). Нахлест пластин не допускается. Возможный выход отдельных пластин от плоскости торца пакета («гребенки») не должен превышать 1,5 мм.
- В собранном (поднятом) магнитопроводе может быть допущено увеличение зазоров в стыках до 2,5 мм у части пластин, составляющих не более 0,5% их общего числа по толщине пакета. В отдельных местах для трансформаторов V—VI габаритов допускаются «гребенки» до 2 мм, при этом суммарная толщина пластин с этими «гребенками» не должна превышать 1,5% общей толщины стержня или ярма магнитопровода.
- При сборке магнитопроводов не допускаются удары и броски пластин, резкие изгибы их и деформации. При шихтовке (кладке), а также подъеме магнитопровода из горизонтального положения в вертикальное должна быть исключена возможность искривления стержней и ярм.
- Допуски на номинальные размеры собранного магнитопровода не должны превышать значений, указанных в табл. 7-1.
- Отклонение оси стержня магнитопровода от вертикали должно быть не более 1,5 мм на 1 м высоты. В местах стыков стержневых и ярмовых пластин допускается утолщение на величину до 1% фактической толщины стержня (ярма).
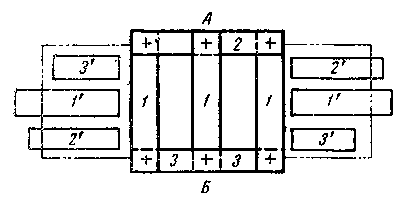
Рис. 7-1. План организации рабочего места сборщиков магнитопроводов трансформаторов средней мощности.
А, Б — рабочие места; 1 — 3— собираемый магнитопровод; 1", 2', 3' — пластины магнитопровода.
На участок сборки магнитопроводов поступают следующие узлы и детали: а) комплект пластин из электротехнической стали, прошедших полную технологическую обработку; б) ярмовые балки, пластины, шайбы; в) комплект стяжных шпилек (или бандажей) и брусья; г) изоляционные детали (шайбы, прокладки, ярмовые пластины, трубки и т. п.).
Основным технологическим оборудованием рабочего места сборки магнитопроводов трансформаторов всех габаритов являются сборочные столы или стенды-кантователи. Перед началом сборки возле стола (стенда) укладывают по пакетам пластины в порядке, удобном для сборки, и крепежные детали в комплекте с изоляцией. Детали и инструмент располагают таким образом, чтобы избегать непроизводительных движений.
Таблица 7-1
Допуск, мм | Диаметр стержня, мм | ||
До 340 | 340—750 | Свыше 750 | |
На толщину стержня | —2 | —3 | —5 |
На диаметры стержней | +3 | +4 | +6 |
На толщину центрального пакета | +2 | +3 | +4 |
На размер диаметров по |
|
|
|
бандажам | +3 | +5 | +8 |
Магнитопроводы трансформаторов до 320 кВ • А собирает один рабочий, более крупные — два рабочих А и Б (рис. 7-1), магнитопроводы трансформаторов IV—VI габаритов собирает бригада сборщиков от четырех до восьми человек.
Типовая схема сборки .магнитопроводов всех трансформаторов следующая: 1) подготовка и укладка около рабочего места комплектов узлов и деталей; 2) настройка сборочного стола (или стенда) с установкой необходимых приспособлений; 3) установка на столе (стенде) ярмовых балок стороны НН и укладка на них комплектов изоляционных пластин («мостов»); 4) шихтовка (укладка) пластин; 5) прессовка стержней; 6) установка второго комплекта изоляции и ярмовых балок стороны ВН; 7) прессовка ярм; 8) кантование собранного магнитопровода в вертикальное положение; 9) отделка магнитопровода; 10) испытание.