
ГЛАВА ДВЕНАДЦАТАЯ
ИЗГОТОВЛЕНИЕ ОБМОТОК
1. МЕТОДЫ НАМОТКИ РАЗЛИЧНЫХ ТИПОВ ОБМОТОК
Технология намотки обмоток имеет специфические особенности, резко отличающие ее от производства других узлов и деталей трансформатора. К обмоткам предъявляют ряд требований: высокая электрическая и механическая прочность, необходимая нагрево- и влагостойкость, технологичность изготовления и т. п. С повышением напряжения и мощности трансформаторов эти требования становятся более жесткими [Л. 3 и 5].
На обмоточное производство требуется много материалов и труда. В себестоимости трансформаторов стоимость материалов составляет до 80%, из них стоимость материалов обмоток и изоляции — 50—60 %. Трудоемкость обмоточно-изоляционных работ составляет 40—65% общей трудоемкости трансформатора, повышаясь с увеличением напряжения, поэтому вопросы широкой комплексной механизации производственных процессов обмоточно-изоляционного производства являются особо актуальными. В обмотчно-изоляционном производстве исключительно важное значение имеют чистота в цехе и точное выполнение технологических процессов. Пыль и грязь, попадающие на изоляцию, или отступление от установленных технологических регламентов резко снижают качество обмотки.
Рассмотрим основные технологические процессы намотки обмоток разных типов [Л. 14].
а) Подготовительные работы перед намоткой обмоток
Перед началом намотки обмоток должны быть заранее заготовлены в соответствии со спецификацией чертежа и картой технологического процесса необходимые материалы и детали для данного типа обмотки, подготовлен рабочий и мерительный инструмент, отрегулированы и установлены специальные приспособления. Рабочее место обмотчика должно хорошо освещаться, содержаться в чистоте и порядке, рабочий должен знать правила техники безопасности и выполнять их.
Назначение и устройство применяемых приспособлений и оборудования рассмотрены в § 11-2. Здесь приводится описание технологических процессов намотки различных видов обмоток.
Намотку обмоток производят либо на бумажно-бакелитовом цилиндре, остающемся в виде каркаса в обмотке после ее изготовления, либо на оправке (см. рис. 11-12), которую вынимают по окончании намотки. На рис. 12-1 показано основное оборудование и оснащение, расположенное в таком порядке, как это требуется для начала намотки непрерывных и винтовых обмоток на металлическом цилиндре. Основным оборудованием служит намоточный станок. Оснащение состоит из шаблонов, приспособлений и стойки с натяжным устройством для обмоточного провода. На пиноль 7 задней бабки 8 и поводок планшайбы 2 надевают шайбы 3 (для закрепления реек). В прорези шайб продевают деревянные планки, а в их пазы устанавливают электрокартонные рейки 4 с набором дистанционных прокладок. Во избежание образования многоугольника при намотке секций на цилиндр 5 между рейками дополнительно укладывают временные технологические прокладки, после чего все установленные рейки закрепляют резиновым жгутом. Предварительно внутреннюю поверхность сухих деревянных планок натирают парафином. Перед началом намотки следует проверить соответствие наружного диаметра указанному в чертеже размеру. Наружный диаметр подготовленной установки, измеренный по электрокартонным рейкам, должен соответствовать размеру внутреннего диаметра обмотки, указанному на чертеже.
При намотке обмоток на бумажно-бакелитовом цилиндре вначале устанавливают и закрепляют его на разжимной универсальной оправке, затем с помощью мостового крана (или другого подъемного приспособления) оправку с цилиндром устанавливают и закрепляют в центрах намоточного станка.
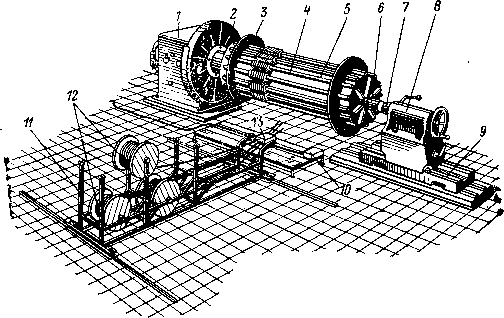
Рис. 12-1. Установка оправки для намотки обмотки и барабанов с обмоточным проводом.
1 — передняя бабка, 2 — планшайба с поводком; 3 — шаблон для установки реек; 4 — рейка; 5 — шаблон (цилиндр) металлический; 6 — центр; 7 — пиноль; 8 — задняя бабка; 9 — станина; 10 — педаль (пуск станка); 14 — стойка (каретка); 12 — барабаны с обмоточным проводом; 13 — натяжное приспособление.
Обмоточный провод прямоугольного сечения, намотанный на барабаны 12, устанавливают на специальные стойки (каретки) 11. При этом измеряют сечение провода и толщину изоляции на каждом устанавливаемом барабане. Стойки должны иметь перемещение вдоль оси наматываемой обмотки, поэтому в месте установки стоек монтируют рельсы, по которым перемещается стойка с проводом. Для создания регулируемого натяжения провода на стойке устанавливают натяжные приспособления 13, основные конструкции которых представлены на рис. 11-11.