Как указывалось выше, обмотки ВН на напряжения 110—330 кВ выполняются как переплетенными, так и непрерывными с входными катушками, имеющими дополнительную изоляцию. Входные катушки и емкостные кольца «пристраивают» к основной непрерывной части обмотки. Вследствие указанных конструктивных особенностей появляется дополнительная технологическая операция — сборка обмотки, включающая выполнение таких работ, как сборка дисковой части и емкостных колец с непрерывной частью, установка экранирующих витков на группы входных катушек, сборка, пайка и изолирование «гребенок» и пр.
В ходе намотки непрерывной обмотки устанавливают и бандажируют к катушкам заранее приготовленные экранирующие витки, которые охватывают снаружи обмотку с заданным углом (рис. 12-12,а и б). Экранирующие витки располагаются вплотную к катушке или отделяются от нее прокладками из электрокартона. Расположение экранирующих витков и их изоляция выбираются в соответствии с расчетами |[Л. 6 и 15]. На чертеже обмотки обычно приводится развернутая схема установки экранирующих витков. Ветви экранирующих витков увязывают отдельно, каждую к своей катушке. Экранирующие витки поддерживаются выступами соответственно удлиненных прокладок обмотки. Поэтому при намотке той части непрерывной обмотки, на
которой будут устанавливать экранирующие витки, следует внимательно следить за правильным набором на каждой рейке дистанционных прокладок, различных по длине.
Обмотки ВН на Н110 кВ с вводом по краям (рис. 12-12) имеют самую простую технологию сборки непрерывной и дисковой частей и пайки «гребенки». Обмотку собирают либо на специальном станке, либо на консольных подставках.

Рис. 12-12. Сборка непрерывной и дисковой частей обмотки ВН на 110 кВ. Установка экранирующих витков, пайка и изолирование «гребенки».
а — установка экранирующих витков; б — сборка обмотки и подготовка «гребенки» к пайке; в — пайка «гребенки»; г — изолирование «гребенки»; — емкостное кольцо; 2 — отвод от емкостного кольца; 3 — входные катушки А-; 4 — конец катушки А; 5 — катушки Б-1; Б-2, Б-3, Б-4 в непрерывной части; 6 — экранирующие витки; 7 — электрокартонные сегменты; 8 — бумажная изоляция; 9 — концы экранирующих витков; 10 — «гребенка»; 11 — место пайки; 12 — лакоткань.
С обоих концов непрерывной части обмотки насаживают заранее приготовленные входные катушки и емкостные кольца, а затем производят соединение и пайку всех конструктивных элементов обмотки (рис. 12-12,а—в).
Экранирующие витки 6, емкостное кольцо 1 и конец обмотки 4 соединяют параллельно. Крайнюю ветвь экранирующего витка (ближнего к непрерывной части обмотки) обычно изгибают на ребро под углом 90° на длине, требуемой для припайки всех концов экранирующих витков и емкостного кольца, и производят пайку так называемой «гребенки», как показано на рис. 12-12,г. Из-за сложной формы и малого расстояния между припаянными концами гребенку изолируют вручную лентами лакоткани. Вначале изолируют линейный конец обмотки, накладывая первый слой лакоткани до сопряжения со срезанной на конус бумажной изоляцией провода. Затем изменяют направление изолировки и накладывают второй слой лакоткани, далее третий слой, снова изменив направление и т. д.; продолжают изолировать, не прерывая ленты лакоткани до указанной в чертеже толщины изоляции. Заизолировав конец катушки А (рис. 12-12,г), изолируют аналогично концы катушек Б и емкостного кольца, равномерно и плотно укладывая лакоткань, постепенно сопрягаясь со срезанной на конце бумажной изоляцией концов экранирующих витков, катушек и емкостного кольца. Таким сопряжением обеспечивают в местах стыков эффективную изоляцию.
![]()
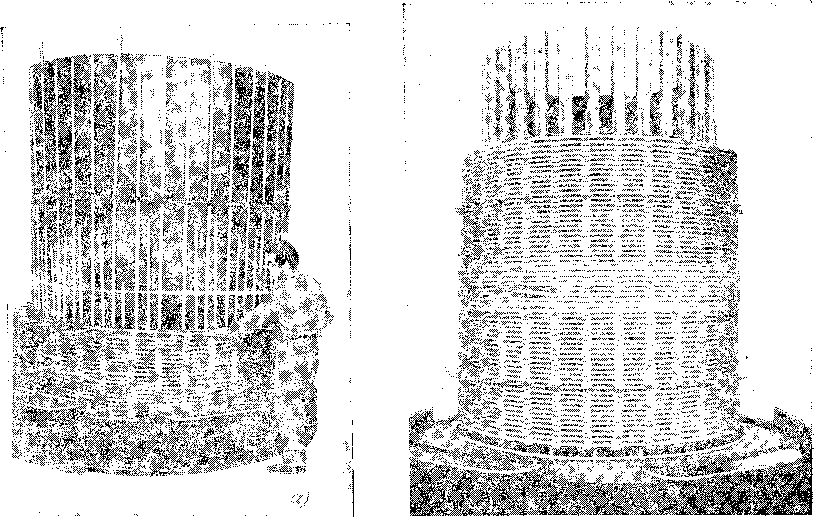
Рис. 12-13. Намотка обмоток на вертикальных станках.
а — переплетенная (петлевая) обмотка ВН на 500 кВ; б — непрерывная обмотка ВН на 220 кВ (ввод в середину).
В процессе работы все технологические операции по пайке и изолированию гребенки контролируются, о чем делаются соответствующие записи в карте обмера обмотки.
Сборка обмоток ВН на 220—330 кВ имеет свои особенности, обусловленные их конструкцией. Если входные катушки выполнены с замковыми прокладками, то основная работа заключается в сборке и технологической обработке групп входных катушек, как описано ниже. Входные катушки в обмотках с вводом по краям состоят из двух половин, устанавливаемых снизу и сверху непрерывной части обмотки ВН (во время сборки активной части трансформатора). Если ввод сделан в середину, то среднюю часть обмотки, состоящую из групп входных катушек, обычно собирают в самостоятельную часть (или части), сушат и передают на сборку трансформатора. К верхней и нижней частям непрерывной обмотки припаивают входные катушки и после их технологической обработки подают на сборку как две составные части обмотки ВН. Таким образом, окончательную сборку обмоток ВН на 220—330 кВ, входные катушки которой выполнены на замковых прокладках, производят во время сборки активной части трансформатора.
Когда имеется общая рейка для всей обмотки, технологические операции сборки обмоток с вводом по краям аналогичны ранее рассмотренным операциям сборки обмоток на напряжение 110 кВ, но трудоемкость резко возрастает вследствие значительного увеличения количества присоединяемых катушек.
Обмотки с вводом в середину выполняются в несколько приемов. Намотка чередуется со сборочными работами. Вначале наматывают нижнюю непрерывную часть обмотки, затем снимают ее со станка и устанавливают на шаблон входные катушки и емкостные кольца, образуя прокладками каналы между ними. Дисковую часть обмотки соединяют пайкой с непрерывной, изолируют пайки, после чего обмотку снова устанавливают на станок и продолжают намотку верхней части обмотки.
Закончив намотку, устанавливают экранирующие витки, по краям непрерывных частей обмотки надевают по паре входных катушек, после чего выполняют все работы по пайке и изолировке гребенки и мест соединения дисковых и непрерывных частей полностью собранной обмотки. Изготовление подобных обметок существенно упрощается при намотке их на вертикальном станке, как показано на рис. 12-13,6.
Если входная зона выполнена «шихтованной» (см. рис. 12-13,в), изготовление обмотки упрощается, так как намотку непрерывной части и «шихтованной» производят подряд.
При расположении входной зоны посередине обмотки (рис. 12-13,в) вначале наматывают первую непрерывную часть обмотки, затем продолжают намотку двойных катушек шихтованной зоны. Наружные концы катушек оставляют свободными. После намотки второй непрерывной части наружные концы катушек соединяют, паяют и изолируют.