Обмоточные провода круглого и прямоугольного сечения, предназначенные для изготовления обмотки, устанавливаются в специальную металлическую стойку (рис. 11-10), находящуюся перед намоточным станком или за ним.

Рис. 11-10. Стойки для обмоточного провода.
а — стойка для прямоугольного провода с натяжным устройством: 1 — барабан
с проводом; 2 — станина; 3 — колесо; 4 — привод передвижения; 5 — пневмоцилиндр; 6 — кран пневматический; 7 — гайка; 8 — ролики; 9 — пружина; 10 — планки; 11 — пальцы распределительные; 12 — рычаг угловой; 13 — шток; 14 — планка нажимная; 15 — планка верхняя; 16 — ролики; 17 — шток цилиндра; 18 — упор; б — стойка для круглого провода: 1 — рама; 2 — сферические втулки; 3 — ролик с канавками; 4 — тормоз; 5 —колеса, 6 — кронштейн с втулкой.
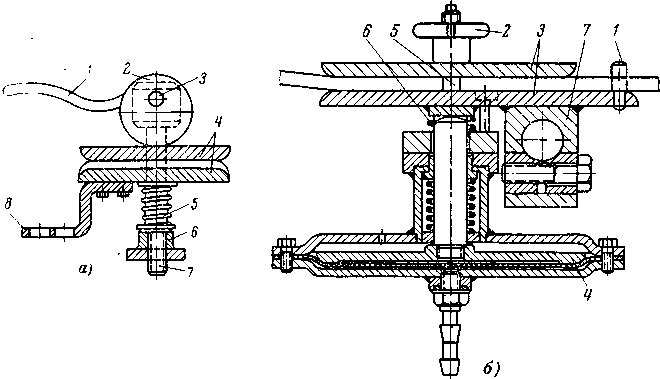
Рис. 11-11. Тормозные устройства.
а — натяжное эксцентриковое приспособление: 1 — рукоятка, 2 — эксцентрик; 3 — ось; 4 — планки тормозные; 5 — пружина; 6 — гайки; 7 — винт; 8 — планки; б — натяжное пневматическое приспособление: 1 — палец разделительный; 2 — гайка; 3 — планки тормозные, 4 — пневматическая камера; 5 — болт; 6 — пружина; 7 — крепление.
Для намотки многопараллельных обмоток стойка рассчитана на установку одновременно нескольких барабанов иди бухт (в случае круглого провода) и выполнена так, чтобы провода, сматываемые одновременно с нескольких барабанов, не переплетались и не терлись между собой.
Одним из важнейших условий хорошего качества обмотки является высокая плотность намотки витков, которая обеспечивается натяжением провода. Для осуществления плотной намотки применяют специальное натяжное приспособление (зажим), устанавливаемое обычно на стойке с проводом (рис. 11-10). Сам зажим в основном состоит из двух стальных пластин 4 (рис. 11-11,а), между которыми закладываются провода.
Степень натяжения проводов этими пластинами регулируется гайками 6, причем давление от гаек к пластине передается через пружины 5. Назначение этих пружин — сделать зажим провода до некоторой степени эластичным, чтобы при наличии утолщения в проводе он мог раздвинуть пластины и тем самым предохранить изоляцию от неизбежного повреждения. Внутренние поверхности пластин, по которым скользят провода, должны быть хорошо отполированы во избежание порчи изоляции. Для того чтобы вся обмотка была намотана одинаково плотно, зажим должен быть отрегулирован в самом начале намотки и оставаться в таком виде до конца. Между тем в процессе намотки обмоток периодически требуется зажимать провода так, чтобы движение их совершенно прекратилось. Делать это посредством гайки нельзя, так как при этом нельзя обеспечить постоянное натяжение. Рассматриваемый зажим имеет специальное устройство, состоящее из эксцентрика 2 и рукоятки 1. Эксцентрик устроен так, что если рукоятку повернуть вверх на угол 90°, пластины дополнительно сжимаются, движение проводов затормозится. Если опустить рукоятку снова вниз, прежнее действие зажима восстановится.
На рис. 11-11,6 показано аналогичное приспособление с пневматическим цилиндром. Вместо эксцентрика в этом приспособлении снизу прикреплена пневмокамера 4. При подаче сжатого воздуха в камеру происходит зажим проводов, при снятии давления воздуха провода освобождаются.
Пневматическая камера позволяет рабочему производить зажатие и освобождение проводов, не сходя с рабочего места, при помощи установленного на рабочем столике воздушного крана. Это снижает утомляемость и повышает производительность труда.
Нйтяжное устройство для непрерывных обмоток, состоящее из двух зажимов и пневмоцилиндра, показано на рис. 11-10,а. Первый пружинный зажим (узел И) может перемещаться по раме, второй — роликовый (распределительный узел I) — закреплен стационарно. Натяжение провода создается пружинами первого зажима, которые воздействуют на верхнюю пластину, зажимают провода между планками 14 и 15. При затяжке витков перекладной секции с помощью пневматического ножного крана 6 подают сжатый воздух в левую полость цилиндра 5. Шток 17 пневматического цилиндра передвигается вправо и заставляет угловой рычаг 12 повернуться против часовой стрелки. Рычаг поднимает шток 13 и нижнюю планку, зажимая провода «намертво» между планками. При дальнейшем передвижении штока вправо он тянет зажим с проводом — происходит уплотнение витков перекладной секции.
К числу подготовительных работ относится также подбор соответствующего каркаса, на который будет производиться намотка обмотки для обеспечения необходимого диаметра и правильной цилиндрической формы обмотки. В тех случаях, когда в конструкции обмотки предусмотрены жесткие бумажно-бакелитовые цилиндры, вопрос решается просто: цилиндр имеет правильную цилиндрическую форму. Следует решить только, как закрепить его на станке для возможности намотки. В тех случаях, когда обмотки не имеют постоянного бумажно-бакелитового цилиндра, в качестве временного каркаса, обеспечивающего обмотке правильную круглую форму в процессе ее намотки, применяются специальные стальные шаблоны.
На рис. 11-12,а показана одна из конструкций сварного шаблона для намотки винтовых и непрерывных обмоток. В цилиндр 1 вварены четыре диска 2 и 3. Через все диски проходит труба 7, в которую запрессованы втулки 9. По торцам шаблона приварены ребра жесткости 4 с отверстиями 8 для подъема. В ребра вварены втулки 6 для ведущих пальцев поводка. Для правильного расположения деревянной рейки параллельно оси шаблона приварены два упора 5. Иногда приваривают по две или даже по три пары угольников, фиксирующих положение каждой рейки. Подобные шаблоны довольно просты в изготовлении и просты в работе, но так как на каждом шаблоне можно наматывать только обмотки одного диаметра, необходимо иметь большой набор шаблонов, что требует значительного расхода металла и места для их хранения.
На рис. 11-12,6 показана одна из конструкций разжимного шаблона, применяемого для намотки обмоток на бумажно-бакелитовом цилиндре или совместно с регулируемым металлическим шаблоном, изображенным на рис. 11-12,в. Раздвижной шаблон (рис. 11-12,6) устанавливают на планшайбу вертикально-намоточного станка опорным кольцом 13, имеющим четыре паза, соответствующих размерам ведущих планок на планшайбе. Центральная труба 12, к которой приварено кольцо, надевают на штырь планшайбы, обеспечивающий вертикальное положение и соосность оснастки со шпинделем. Снаружи на трубе неподвижно закреплены два кольца 8 с пазами и отверстиями для крепления рычагов 7.
Два кольца 9 с закрепленными в них рычагами 5 могут перемещаться вдоль по трубе. Движение передается гайкой 3, перемещающейся по резьбовой втулке 2 при вращении трубы 1. Гайка передвигает кольцо 4 в осевом направлении. В кольце закреплены шпильки 6, передвигающие кольца 9 и концы рычагов 5. При подъеме колец вверх рычаги отклоняются и вместе с ними расходятся лучи 10.
Существуют аналогичные конструкции разжимных оправок для работы на горизонтальных станках. У этих оправок по торцам установлены детали для закрепления нх в поводке вращающегося центра. Вместе с разжимной оправкой устанавливают регулируемый по диаметру металлический цилиндр, показанный на рис. 11-12,в, который изготовлен из листовой стали толщиной 3— 4 мм. По наружной кромке закреплены три шпильки; от внутренней кромки просверлены три ряда отверстий шагом 31,4 мм.
Переставляя шпильки на один шаг, мы изменяем диаметр цилиндра на 31,4:3,14=10 мм.
На рис. 11 -12,г показана конструкция сборного шаблона. Шаблон собирается на специальном стенде из стандартных деталей, которые хранятся на стеллажах, занимая мало места. Несмотря на кажущуюся сложность деталей, технология их изготовления достаточно простая. Продольные детали (балки, трубы и прокладки) имеют два-три исполнения, различающиеся только длиной. Торцевые диски 4 различаются по диаметру и числу пазов под продольные балки. Благодаря такой конструкции можно быстро собрать шаблон необходимого диаметра и длины с нужным числом балок под рейки. Диски соединены между собой центральной 7 и четырьмя распорными трубами 10. Диски имеют пазы под продольные балки и окна для размещения валиков 14. В пазы укладываются сварные балки 3, сваренные из отдельных швеллеров, закрепляемые тросами 9 и талрепами 8. Для облегчения съема обмотки перед намоткой в балки закладывают специальные стальные прокладки в с ушками, с помощью которых про. кладки вынимают. Доводка собранного шаблона до нужного диаметра производится укладкой необходимого количества штампованных прокладок 5 в пазы диска. Закрепление реек обмотки производится струбцинами 1. Для закрепления шаблона на станке вращающийся центр 11 входит в отверстие центральной трубы шаблона, а пальцы поводка 13 — в отверстия 12 диска. В настоящее время на ряде заводов страны широко применяется универсальная разжимная оправка, показанная на рис. 11-12Д Такие оправки предназначены для намотки обмоток силовых трансформаторов на горизонтально и вертикально-намоточных станках. Оправки дают возможность производить намотку обмоток всех типов и классов напряжения, имеющих внутренний диаметр не менее 600 мм и массу не более 12 т (дополнительные технологические приспособления позволяют изготавливать на оправках обмотки массой до 18 т). Восемь типоразмеров оправок охватывают диапазон диаметром 600—2 800 мм; по осевому размеру возможна намотка обмоток длиной 500—3 200 мм.
Преимущество этой оправки очевидно: широкий диапазон регулирования диаметра оправки каждого типа (до 400 мм) позволяет производить намотку большого числа разных по диаметру обмоток без съема оправки со станка. Настройка оправки на требуемый диаметр производится быстро и с большой точностью. При этом направляющие рейки располагаются на одинаковом расстоянии, обеспечивая, таким образом, настолько высокую точность размеров полей обмотки, что отпадает необходимость выравнивать их размеры при отделке. Оправка, может сжиматься, и ее легко вынуть из стянутой обмотки через отверстие в верхней плите. Ее можно собирать с разным числом направляющих планок разной длины, т. е. одна и та же оправка обеспечивает намотку обмоток различной длины с разным количеством реек.
Устройство оправки видно из рис. 11-12Д Ее основой является вал 1 переменной длины; стопорение вала на определенный размер производится болтами 2. По концам вала насажены диски 3 с кольцевыми Т-образными пазами, в которых закрепляются лучи 5 с помощью болтов 4. Каждый луч состоит из корпуса, в котором помещен винт, а снаружи укреплена шестерня, находящаяся в зацеплении с зубчатым колесом 6. С торца лучей к корпусу навинчивается пиноль 7 с закрепленными на ней направляющими планками 8. Вращая зубчатое колесо, производят настройку диаметра оправки на требуемый диаметр.
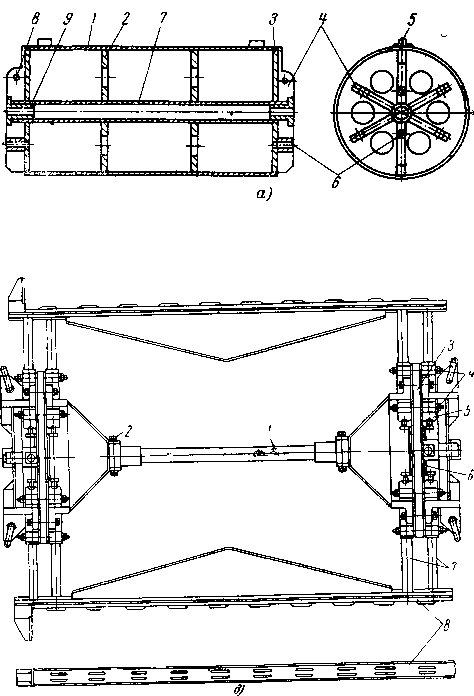
Рис. 11-12. Шаблоны и оправки для намотки обмоток.
а — шаблон сварной (цилиндр металлический) для намотки винтовых и непрерывных обмоток IV—VI габаритов: 1 — цилиндр; 2 — шайбы распорные; 3 — диски торцевые; 4 — ребра жесткости, 5 — упор; 6 — втулки ведущие; 7 — труба; 8 — отверстия для подъема; 9 — втулка центральная,
б — шаблон разжимной для вертикального станка: 1 — труба; 2— резьбовая втулка; 3 — гайка; 4 — кольцо; 5 — рычаг длинный; 6 — шпилька; 7 — рычаг короткий; 8 — обойма неподвижная, 9 — обойма подвижная; 10 — швеллер с деревянной планкой; 11 — пальцы шарнира; 12 — труба центральная; 13 — опорное кольцо; в — цилиндр универсальный к разжимному шаблону;
г — сборный шаблон: 1 — струбцина; 2 — рейка обмотки; 3 — балка сварная; 4 — диск торцевой; 5 и 6 — прокладки; 7 — труба центральная; 8 — талреп; 9 — трос стальной; 10 — труба распорная; 11 — центр станка; 12 — отверстие для поводка; 13 — поводок намоточного станка; 14 — валик для подъема;
б — универсальная разжимная оправка: 1 — вал; 2 — болты; 3 — диски; 4 — болты; 5 — лучи; 6 — зубчатое колесо; 7 — пиноль; 8 — планки направляющие.
![]()
Контрольные вопросы
- Какие типы обмоток применяются в трансформаторостроении?
- Назовите основные достоинства и недостатки непрерывных, цилиндрических, дисковых и винтовых типов обмоток?
- Какие марки обмоточных проводов применяют для изготовления обмоток?
- Какие типы намоточных станков и какие приспособления применяют для изготовления обмоток?
- Для чего нужно натяжное устройство при намотке обмоток?