6-5. КОНТРОЛЬ КАЧЕСТВА ПЛАСТИН. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ИЗГОТОВЛЕНИИ ПЛАСТИН
а) Контроль качества
Проверка геометрии пластин, т. е. размеров по длине и ширине, диаметров отверстий и расстояний между ними, допускаемой "саблевидность" и отклонения от прямого угла пластин, допускаемых величин заусенцев, выполняется как непосредственно после наладки и настройки оборудования, так и в процессе изготовления.

Рис. 6-24. Схема установки для измерения сопротивления лаковой изоляции пластин: 1 — верхний электрод; 2 — нижний электрод; 3 — электрический элемент; 4 — омметр; 5 — ролики; 6 — груз; 7 — пневматический цилиндр; 8 — лакированная пластина; 9 — кран воздушный; 10 — каркас.
Контроль в процессе изготовления пластин выполняется выборочно. Все размеры контролируемых пластин не должны выходить за пределы допусков, изложенных В § 6-1.
Контроль по чистоте кромок и отверстий производится путем контроля величины заусенцев с помощью предельных калибров. Точность при этом невысока, но достаточна для обнаружения грубых отклонений. Точное измерение высоты заусенцев на кромках пластин для отверстий производится с помощью специального прибора — высокочувствительного тензометрического заусенцемера [Л. 12].
Качество изоляционного покрытия пластин контролируется: а) по внешнему виду покрытия; б) измерением электрического сопротивления лакированных пластин; в) измерением толщины пленки лака; г) по величине фактического коэффициента заполнения.
По внешнему виду пластины после лакировки должны иметь равномерную по цвету поверхность, блестящую, гладкую, без наплавов, утолщений, царапин, выгоревших мест и налета сажи. Измерение электрического сопротивления лакированных пластин производится с помощью контрольной установки и электрода через каждые 0,5 ч работы лакировальной машины, выборочно на 10 листах, охлажденных до 40—50 °С, в 6—10 точках (в зависимости от размеров листов). Устройство установки для измерения сопротивления изоляции лакированных пластин показано на рис. 6-24. Сжатие пакета между электродами осуществляется грузом 6, обеспечивающим удельное давление электродов порядка (60—100) Н (6—10 кгс/см2). При испытании к электродам 1 и 2 подводят напряжение 6—12 В от аккумуляторной батареи 8 и с помощью реостата устанавливают ток не более 0,4 А. Падение напряжения измеряют вольтметром. Сопротивление изоляции при двукратной лакировке в точках, расположенных на гладкой поверхности, не должно быть менее следующих значений: в пакете, собранном из двух пластин,— 10 Ом, в пакете, собранном из шести пластин, — 40 Ом. При однократной лакировке сопротивление изоляции пакета из шести пластин не должно быть ниже 10 Ом.
Измерение толщины лаковой пленки производится после каждой настройки лакировальной машины или после любых изменений в режиме ее работы, но не реже 1 раза в смену.
Контроль толщины лакового покрытия производят путем измерения толщины спрессованного пакета пластин до и после лакировки и последующего расчета средней толщины пленки по формуле
![]()
где А — средняя толщина пленки на сторону, мм; h2 — толщина опрессованного пакета после лакировки, мм; Н1 — толщина опрессованного пакета до лакировки, мм; п—количество пластин в пакете.
Более технологичным является метод измерения толщины пленки с помощью толщиномеров.
Фактический коэффициент заполнения сечения определяется для каждого крупного магнитопровода. Для этого при изготовлении пластин отбирают 100—120 пластин небольшого размера после зачистки заусенцев до лакировки либо одновременно с пластинами магнитопровода изготавливают пакет контрольных пластин (без лакировки).
Пакет контрольных пластин взвешивают, после чего расчетную толщину активной стали определяют по формуле![]()
где G—масса пакета пластин, кг; b — ширина пластины, мм; l — длина пластины, мм.
Приведенное соотношение справедливо для холоднокатаной электротехнической стали с плотностью 7,65 г/см3.
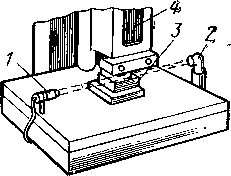
Рис. 6-25. Фотоэлектрическая защита.
1 — осветитель; 2 — фотоэлемент, 3 — штамп; 4 — ползун пресса.
Затем при давлении 6 кгс/см2 определяют среднюю толщину пакета тех же пластин после лакировки Н и фактический коэффициент заполнения рассчитывают по формуле![]()
б) Техника безопасности
При выполнении технологических операций по изготовлению пластин магнитопровода следует всегда помнить, что несоблюдение правил техники безопасности может повлечь тяжелые увечья работающего. Поэтому все работающие в цехе должны быть обучены правилам техники безопасности.
Причиной травматизма при резке и штамповке является попадание рук под нож или штамп. Следует устанавливать на ножницах и штампах защитные устройства в виде решеток и применять при работе для вкладывания и снятия штампуемых деталей или отходов специальные инструменты или приспособления — крючья, вилки и пр.
Прессы должны иметь двуручное включение, при котором исключается возможность нахождения рук под штампом в момент включения пресса. Применяется и электрическая блокировка прессов, при которой пресс можно включить, нажав на две кнопки обязательно двумя руками.
Одной из наиболее совершенных является фотоэлектрическая защита, состоящая из фотореле с выносным фотоэлементом в капсуле осветителя и блок-магнита (рис. 6-25). Ее действие основано на том, что при преграждении луча осветителя 1 фотоэлемент 2 дает малый ток, благодаря чему усилительная лампа запирается. При этом размыкаются контакты анодного реле, блок- магнит обесточивается и запирает стопорным пальцем пусковую рукоятку пресса. Пока рука рабочего находится в опасной зоне, пресс не может быть включен на рабочий ход.
При работе на автоматических линиях раскроя рулонной стали для обеспечения безопасной работы необходимо соблюдать следующие правила:
- Останавливать линию при малейшей неисправности.
- Смену инструмента, регулировку любых механизмов производить только после отключения линии от электросети.
- Не производить уборку и протирку механизмов на ходу. При работе на машинах для изолирования стали и отжиговых печах необходимо выполнять следующее:
- Все части оборудования печи (машины), которые вследствие торчи изоляции токоведущих частей могут оказаться под напряжением, должны быть заземлены и систематически контролироваться.
- Не производить смазку механизмов, не отключив их.
- Не прикасаться к движущимся частям печи (машины).
- При случайном застревании пластин прекратить подачу новых пластин и устранить неполадки.
Контрольные вопросы
- Какие основные технические требования предъявляются к пластинам магнитопровода?
- Почему ограничивается величина заусенцев в пластинах для изготовления трансформаторов?
- Каким способом достигается заданная толщина лаковой пленки пластин магнитопровода?
- Какое оборудование применяется при продольной и поперечной резке рулонной электротехнической стали при изготовлении пластин?
- От каких факторов зависит производительность машинного агрегата?
- Для чего нужен восстановительный отжиг пластин магнитопроводов?
- Как и на каком оборудовании производится восстановительный отжиг пластин магнитопровода?
- По каким признакам и какими методами определяется качество пластин магнитопроводов?
- Какие правила по технике безопасности должны выполняться при изготовлении пластин магнитопроводов?