г) Сборка и сварка секции охладителя
- Устанавливают и приболчивают решетку к раме секции, после чего закрепляют узел в сборочном стеллаже в положении решеткой вниз.
- Вставляют в отверстия решетки первый ряд труб и закрепляют их полосами и винтами, затем второй, третий и все последующие ряды труб.
- Устанавливают секцию в яму для сварки. Укладывают на раму фланец, кладут решетку на трубы и совмещают отверстия решетки с отверстиями труб (с помощью оправки), поджимают трубную решетку к фланцу и уголкам рамы.
- Приваривают аргоно-дуговой сваркой трубы к решетке, предварительно зачистив свариваемые места до металлического блеска. Сварку производят от середины к краям решетки в шахматном порядке.
- Перекантовав секцию на 180°, приваривают аргоно-дуговой сваркой торцы труб к решетке.
- Сняв технологические болты, крепящие решетку к фланцам, укладывают секцию на тележку испытательной установки. Очищают концы каждой из труб от стружки и брызг металла и заглушают отверстия.
- Поместив секцию в горизонтальном положении в испытательную камеру, производят испытание сжатым воздухом с избыточным давлением 2-105 Па (2 кгс/см2).
- Испытанную давлением секцию укладывают на сборочный стеллаж.
д) Сборка охлаждающих устройств
- К сборочному стеллажу подают комплект деталей и узлов, входящих в охлаждающее устройство; устанавливают на кронштейны испытанную секцию и тщательно очищают внутренние поверхности каждой из труб стальным ершом. Проверив трубные решетки и внутренние поверхности решетки, продувают секцию сжатым воздухом, сболчивают ее с коробками и заглушают под испытание.
- Секцию погружают в ванну с водой и испытывают сжатым воздухом с избыточным давлением (0,2—0,3) • 105Па (0,2—0,3 кгс/см2).
- На испытанную секцию устанавливают вентилятор и прихватывают обечайку вентилятора к раме полуавтоматической сваркой.
- Зачистив охлаждающее устройство от шлака и брызг металла, испытывают охладитель на вибрацию при одновременной работе двух вентиляторов, для чего его устанавливают на кронштейны несущей рамы и технологическую подставку с установленными наверху вентиляторами.
- После успешных испытаний подготавливают поверхность охлаждающего устройства под окраску и окрашивают с помощью пульверизатора эмалью АФ-133.
Подробнее об охлаждающих устройствах можно узнать в [Л. 37].
е) Изготовление ярмовых балок
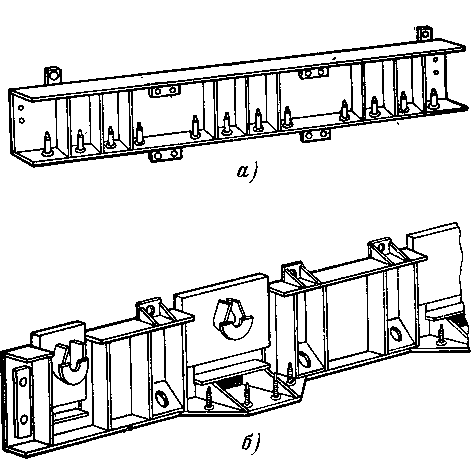
Рис. 16-13. Ярмовые балки.
а — корытообразная сварная для трансформаторов III—IV габаритов, б — сварная с ребрами жесткости для трансформаторов IV—VI габаритов.
Ярмовые балки имеют разную конструкцию (рис. 16-13), но все конструкции имеют одно назначение и к ним предъявляют одинаковые требования: балки и связанные с ними части должны без повреждений выдерживать усилия, возникающие при коротком замыкании трансформатора, при подъеме не должно быть остаточных деформаций, балки должны быть достаточно жесткими, чтобы обеспечивать прессовку ярм магнитопровода и осевую прессовку обмоток.
Ярмовые балки небольших трансформаторов имеют корытообразное поперечное сечение в виде швеллера (трансформаторы I—III габаритов) либо сварные конструкции из листовой стали (рис. 16-13.а). В новых сериях трансформаторов I— 2 габаритов ярмовые балки выполнены из угольника с приваренными к нему консольными подпорками. Изготавливают ярмовые балки трансформаторов небольшой мощности на поточных линиях.
В мощных силовых трансформаторах конструкция ярмовых балок сложная (рис. 16-13,б) с большим числом ребер жесткости и сложной конфигурацией полок. Сборку к сварку таких ярмовых балок производят на специальных сборочных стеллажах, широко применяя шаблоны и кондукторы. Сварка — полуавтоматическая под слоем флюса или в среде СО2, прихватки выполняются вручную.
Изготовление ярмовых балок трансформаторов средней мощности производят в следующей последовательности: 1) заготовка стенки, ребер, пластин и полос с последующей проверкой качества реза, неплоскостности деталей, габаритных размеров; 2) установка стенки на сборочный стеллаж, разметка и прихватка ребер жесткости; 3) поворот стенки на 90°; установка и прихватка верхней полки и пластины под брусья; 4) кантовка на 180°, установка и прихватка нижней полки; 5) поворот на 90°, установка и прихватка косынок; 6) кантовка на 180°, установка и прихватка подъемных крюков. Приваривают крюки сварщики высокой квалификации. Сварка выполняется качественными с толстой обмазкой электродами по указанным режимам сварки. Обязательно ставят клеймо в месте приварки подъемных крюков; 7) сварка ярмовой балки (полуавтоматическая); 8) разметка под сверловку; 9) сверловка отверстий на сверлильном станке; 10) зачистка сварных швов; притупление острых кромок; 11) подготовка к окраске и окраска; 12) контроль ОТК.
В процессе изготовления ярмовых балок производится текущий контроль: наблюдение за выполнением технологического процесса, измерения основных параметров и катетов сварных швов швометром в процессе сварки.
В готовой ярмовой балке проверяют привязку различных узлов и деталей, входящих в балку; качество сварных швов; чистоту обработки острых кромок; место клеймения; привязку отверстий в деталях балки, перпендикулярность полок балки относительно стенок; прогиб ярмовой балки по стенке и полкам.