ГЛАВА ДВАДЦАТАЯ
ТРЕТЬЯ СБОРКА (УСТАНОВКА АКТИВНОЙ ЧАСТИ В БАК И ПОЛНАЯ СБОРКА ТРАНСФОРМАТОРА)

После сушки и отделки активной части ее устанавливают в бак и производят так называемую третью сборку трансформатора. Третья сборка охватывает все оставшиеся операции, необходимые для подготовки трансформатора к испытаниям. Сюда входят комплектование крышки и бака, установка активной части в баке и его уплотнение, установка вводов, крепление отводов и заливка маслом. По окончании третьей сборки трансформатор предъявляется ОТК, а затем испытательной станции для проведения контрольных испытаний. Окончательной отделкой после испытания завершается сборка малых трансформаторов.
В комплекс работ сборочного цеха или участка входят также демонтаж трансформаторов средней и большой мощности и их погрузка на железнодорожную платформу или транспортер.
1. МОНТАЖ И КОМПЛЕКТОВАНИЕ КРЫШКИ И БАКА
В зависимости от конструкции трансформатора баки и крышки имеют разную форму (см. рис. 16-1). Трансформаторы мощностью до 32 000 кВ-А часто имеют верхний разъем и плоскую крышку; у трансформаторов большей мощности бак выполняется колокольного типа (с нижним разъемом). Несмотря на различные конструкции, технологические процессы их сборки имеют много общего. Комплектование крышки производят на подставках вне маслосливной площадки, а бака — в механизированных стеллажах, которыми оборудована рабочее место. Крышки поступают на участок сборки из сварочного цеха без установленных на них крупных деталей, таких, как предохранительная труба, расширитель и кронштейны для его крепления. Эти узлы не крепятся на крышке из-за трудностей, связанных с перевозкой укомплектованной крышки. Обычно крышки поступают на сборку с установленными фланцами ВН, болтами под крепление вводов НН и СН и другими комплектующими деталями. Одним из главных вопросов при комплектовании крышки и бака является качество уплотнений узлов и деталей, устанавливаемых на крышке или баке [Л. 21, 22]. На предварительно очищенную поверхность фланцев для крепления вводов, предохранительной трубы, расширителя, привода переключателя ответвлений наносят кистью тонкий слой резинового клея, дают выдержку 15—20 мин, затем укладывают резиновые прокладки, предварительно промазанные клеем. Прокладки укладывают аккуратно, промазанной стороной на места уплотнений, следя за тем, чтобы прокладки не закрывали во фланцах отверстия для болтов, которыми узлы и детали будут крепиться к крышке («колоколу»).
Комплектация крышки заключается в установке на ней вводов ВН и НН, привода переключателя, кранов (плоского и пробкового), предохранительной трубы и расширителя (рис. 18-1,б). Все узлы тщательно уплотняют.
Одновременно со сборкой активной части трансформатора производят подготовку вводов. В старых сериях трансформаторов применялись вводы, армированные в обойму (обычно для крепления вводов НН) или чугунный фланец.
Рассмотрим армирование вводов внутренней и наружной установки. На токоведущую шпильку ввода навертывают стальной или бронзовый колпак и закрепляют контргайкой (если шпилька с лопаткой — надевают колпак на шпильку). Для составных вводов на шпильку навертывают гайку и сминают резьбу. Заготовленные шпильки с колпаками или гайками подогревают в печи до 600—700 °С и сваривают с внутренней стороны газовой сваркой. Присадочным материалом является латунь, а бура — флюсом. Качество сварки проверяют на приспособлении, промазывая мыльным раствором место сварки и подавая внутрь колпака воздух давлением не менее 1,5-105Па (1,5 кгс/см2). Если в течение 1 мин. не будет пузырей, шпилька считается плотно сваренной.
Для армирования ввода 35 кВ наружной установки (рис. 20-1,а) на швеллер 1 устанавливают шпильку 6 с приваренным колпаком 2; на шпильку надевают бумажно-бакелитовую трубку, а в колпак укладывают резиновую шайбу. На колпак устанавливают фарфоровый изолятор 5; сверху укладывают электрокартонную шайбу 4, затем гетинаксовое кольцо 5 и гайкой затягивают до отказа.
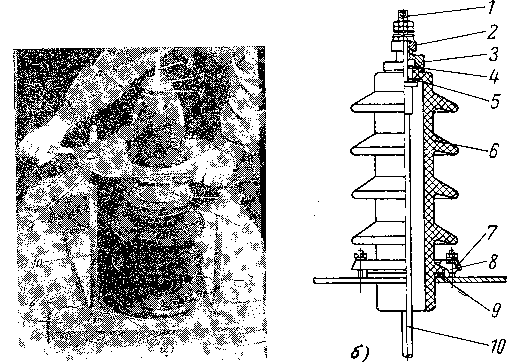
Рис. 20-1. Вводы.
а — армирование вводов; б — съемные вводы на 35 кВ.
Для закрепления на крышке ввод вмазывают в чугунный фланец (или обойму). Фланец кольцом охватывает фарфоровую покрышку несколько ниже половины его высоты. В этом месте изолятор имеет бортик, на который устанавливают резиновую шайбу 7 и фланец 8 верхней торцевой поверхности. С помощью прижимной плиты Я шпилек 10 и гайки 11 торец фланца плотно прижимается к бортику фарфора. Зазор между покрышкой и фланцем заполняют магнезиальной массой. Масса схватывается примерно через 12 ч после заливки при +16 °С, после чего застывшую поверхность массы покрывают нитроэмалью 624С.
В новых сериях трансформаторов применяют съемные вводы (рис. 20-1,б). Конструкция предусматривает механическое крепление фарфоровой покрышки к крышке бака. Для установки и сборки съемного ввода необходимо выполнить следующее: 1) уложить на крышку резиновую прокладку 9; 2) вытащить через отверстие для ввода отвод обмотки 10 (для случаев, когда крышка крепится на активной части и отвод выполнен кабелем с напаянной токоведущей шпилькой) и уложить на бортик шпильки 1 разрезную электрокартонную шайбу 5; 3) установить фарфоровую покрышку 6, пропустив через нее отвод, уложить резиновую прокладку 4 и прижать ее колпаком 3; 4) на шпильку отвода надеть латунную втулку 2 и уплотняющую шайбу и, навернув гайку, затянуть и уплотнить ввод; 5) закрепить покрышку на крышке кулачками 8 и фланцем 7.
Перед установкой фарфоровые изоляторы протирают чистыми тряпками, затем тряпками, смоченными гидролизным спиртом, после чего вновь протирают сухими чистыми тряпками без ворса. Эта второстепенная на первый взгляд операция в действительности имеет существенное значение, так как при измерении сопротивления изоляции обмоток НН и СН загрязненные покрышки резко ухудшают показатели вследствие увеличения проводимости по поверхности ввода. Иногда грязная поверхность может привести к перекрытию при испытании изоляции приложенным напряжением. Если при этом съемную часть ввода, расположенную над крышкой, можно легко протереть от грязи, то для очистки внутренней части фарфора под крышкой необходима разборка с последующей сборкой, что удлиняет процесс испытания.
Болты, крепящие фарфоровые покрышки к крышке бака, затягивают гаечным ключом равномерно с двух противоположных сторон, чтобы избежать перекоса и сдвига уплотнений. Неправильная затяжка и перекос фланца ввода могут привести к течи масла из-под уплотнения.
Для трансформаторов с баками колокольного типа производят комплектование «колокола» аналогично комплектованию крышки.
Предварительно протерев бак от пыли и грязи, подготавливают уплотнение рамы бака с крышкой (или «колокола» с дном), вводов, люков, заглушек, кранов и пр. Суммарная длина уплотнений в одном мощном трансформаторе достигает десятков метров.