Магнитопроводы трансформаторов мощностью до 5 кВ-А, как правило, собирают из фасонных, вырубленных по контуру магнитопровода пластин с надсеченной средней перемычкой, а также из пластин Г-образной или Ш-образной формы [Л. 7].
Пластины магнитопровода укладывают в обмотку трансформатора, установленную на простом приспособлении в виде массивной стальной плиты с прямоугольной рамкой, отверстия у которой выполнены по наружным размерам обмотки (рис. 7-2,а). Укладку пластин в обмотку выполняют с отгибом надсеченной перемычки поочередно с обеих сторон (торцов) обмотки. Необходимое количество пластин определяют по массе. Аналогично собирают магнитопроводы из Г-образных и Ш-образных пластин.
Собранные магнитопроводы вместе с обмотками передают на пневматический пресс для прессовки и скрепления пластин. Скрепление пластин выполняется тонкостенными металлическими трубками, которые вставляют в специальные отверстия в пластинах магнитопровода и развальцовывают одновременно с его опрессовкой на пневматическом прессе с помощью специального приспособления (рис. 7-2,6).

Рис. 7-2. Сборка магнитопроводов трансформаторов.
а — шихтовка пластин магнитопровода в катушку трансформатора типа ФБС: 1 — пластина магнитопровода; 2 — катушка; 3 — приспособление,
б — прессовка магнитопровода в штампе с развальцовкой крепежных трубочек: 1 — верхняя часть штампа; 2 — пуансон; 3 — прессующая рамка; 4 — пружины; 5 — скобы; 6 — нижняя часть штампа; 7 — плита неподвижная; 8 — прессующая планка; 9 — трубочка.
Изготовление намотанных магнитопроводов выполняют на специальных станках различных типов и конструкций, один из которых (для намотки овальных магнитопроводов сухих однофазных трансформаторов) представлен на рис. 7-3,а. Магнитопровод наматывают из стальной ленты 2 и бумажной ленты 3 на оправку 1. Плотность намотки обеспечивается ленточным тормозом 4, действующим от груза 5. При съеме готовых магнитопроводов и установке новых оправок тормоз освобождают пневматическим цилиндром 6 путем подъема груза. Магнитопроводы вместе с оправками снимают со станка и подают на пневматический пресс для их формовки. Выпрямление длинных сторон магнитопровода и фиксирование его формы осуществляют с помощью двух планок, между которыми зажимают магнитопровод.
В таком виде магнитопроводы поступают в шахтную печь для отжига, во время которого заложенная при намотке бумага между витками выгорает, образуя зазор. На специальных рычажных ножницах магнитопровод разрезают на куски длиной по два витка и укладывают их один в другой, а затем начинают вматывать по два магнитопровода в обмотку трансформатора (рис. 7-3,6).
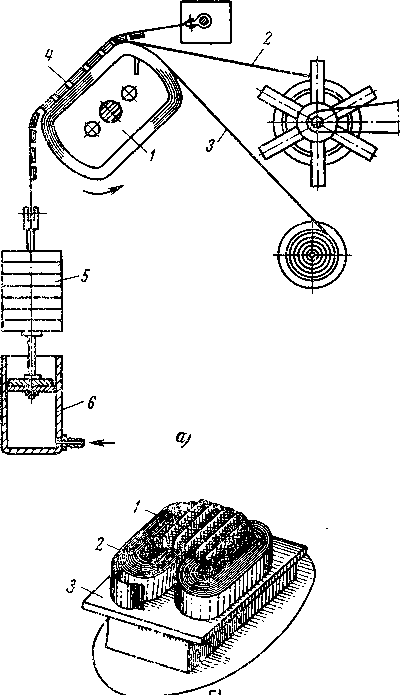
Рис. 7-3. Изготовление овальных намотанных магнитопроводов.
а — станок для намотки магнитопроводов: 1 — оправка; 2 — стальная лента; 3 — бумажная лента; 4 — ленточный тормоз; 5 — груз; 6 — пневматический цилиндр;
б — вматывание магнитопровода в обмотку 1 — обмотка; 2 — магнитопроводы; 3 — приспособление.
Сборка магнитопроводов реакторов состоит из трех этапов: сборки ярм, секций стержней и всего магнитопровода. Сборку ярм производят на столе, аналогичном сборке магнитопроводов малой мощности.
На рис. 7-4,а показана сборка секции 5 в приспособлении 6 магнитопровода крупного реактора с параллельным расположением пластин. Секции прессуют шпильками 3; с обеих сторон секции устанавливают прессующие пластины 7. В верхнюю пластину ввертывают рым-болты 4.
Сборку магнитопровода производят в следующем порядке. Вначале устанавливают нижнее ярмо, на его выступы (начало стержней) кладут изоляционные прокладки (из гетинакса или текстолита), а на них устанавливают первые секции стержня. Поочередно продолжают укладку секций и прокладок.

Рис. 7-4. Сборка секции магнитопровода реактора. а — с параллельным расположением пластид: 1 — оправка; 2 — направляющая втулка; 3 — шпилька стяжная; 4 — рым-болт; 5 — секция стержня; 6 — приспособление, 7 — прессующая планка;
б — с радиальным расположением пластин: 1 — сборная плита; 2 — кольцо для укладки пластин; 3 — технологический сектор (груз); 4 — внутреннее кольцо; 5 — стяжной хомут; 6 — активная сталь; 7 — бакелитовое кольцо.
После укладки всех секций сверху устанавливают верхнее ярмо выступами вниз. Затем вставляют вертикальные стяжные шпильки с изоляционными трубками, слегка их подтягивают, выравнивают все секции и приступают к прессовке.
При радиальном расположении пластин в секции ее сборку выполняют в последовательности, показанной на рис. 7-4,6. На массивной строганой плите 1 устанавливают кольцо 2, состоящее из двух половин и скрепленное болтами. В кольцо ставят два стальных тяжелых сектора 3 и малое кольцо 4, диаметр которого равен внутреннему диаметру секции. Секторы должны удерживать во время сборки пластины магнитопровода в вертикальном положении. Затем укладывают пластины по пакетам. В каждом пакете должно быть по одной пластине каждого размера, начиная с самой длинной и кончая самой короткой. По мере укладки один из секторов 3 (рис. 7-4,6) отодвигают по дуге, а последние пакеты укладывают без секторов. По окончании укладки пластин на выступающую из кольца часть секции надевают стяжной составной хомут 5 и начинают постепенно подтягивать гайки на шпильках. Стянув немного пластины, разбалчивают и удаляют нижнее кольцо, а на его место ставят второй хомут и стягивают пакеты в радиальном направлении до соприкосновения пластин с внутренним кольцом. Обходя несколько раз по окружности, подтягивают постепенно гайки на всех шпильках обоих хомутов до тех пор, пока диаметр спрессованного кольца станет немного меньше внутреннего диаметра бумажно-бакелитового кольца. Сверху вставляют бумажно-бакелитовое кольцо и опрессовывают его до первого хомута, затем снимают первый хомут и грузом опускают кольцо еще ниже, снимают второй хомут и опускают кольцо в нижнее положение. В пазы плиты вставляют скобы для подъема и транспортировки секций. Аналогично собирают вторую, третью и последующие секции.