Сборка магнитопроводов трансформаторов I—II габаритов со стяжкой шпильками представлена на рис. 7-13. Магнитопровод собирают на сборочном столе сварной конструкции. Две стойки 1, изготовленные из металлических уголков, соединены стальной рамой 2. Сверху поперек рамы установлены швеллеры 3 на расстоянии, соответствующем длине ярмовых балок 8. В верхних швеллерах имеется по два овальных паза, в которые закладывают две стальные полосы 4, служащие опорой для сборочных оправок 5. По концам стальной рамы установлены полки 6, на которые перед сборкой раскладывают необходимое количество пластин из электротехнической стали. Под полками установлены выдвижные ящики 7 для хранения инструмента и крепежных деталей.
План организации рабочего места сборки магнитопроводов I—II габаритов представлен на рис. 7-13. На верхние швеллеры устанавливают верхнюю и нижнюю ярмовые балки стороны НН с расстоянием между ними согласно чертежу.
Между балками укладывают одну или две подкладки для устранения провисания пластин стержня во время сборки. На ярмовые балки укладывают изоляцию (мосты) из электрокартона.
В отверстия ярмовых балок вставляют стальные оправки, удерживаемые полосами, после чего приступают к шихтовке (укладке) активной стали. Сначала кладут крайние пластины, назначение которых — перекрыть первые стыки, а затем укладывают первый пакет.

Рис. 7-14. Проверка правильности укладки пластин в магнитопроводе. а — неправильное положение; б — правильное.
Шихтовку производят в два листа, однако для трансформаторов малой мощности иногда допускают шихтовку и в три листа. Укладку активной стали выполняют согласно схеме, указанной в чертеже. В процессе шихтовки пластины подбивают (выравнивают) медными бойками для устранения зазоров или набегания (нахлеста) одной пластины на другую. Правильность укладки пластин периодически проверяют измерением по диагонали расстояния между отверстиями (рис. 7-14). Толщину каждого пакета проверяют штангенциркулем. После сборки второго или третьего пакета между пластинами кладут ленты заземления и продолжают сборку остальных пакетов, проверяя отсутствие перекосов (смещений) верхних пакетов относительно нижних. После проверки толщины активной стали всего магнитопровода укладывают изоляцию, а на нее — ярмовые балки стороны ВН. Далее последовательно вынимают оправки и в отверстия вставляют стяжные шпильки с бумажно-бакелитовыми трубками и шайбами. На один конец стяжной шпильки предварительно навертывают и раскернивают гайку. На нижний конец надевают последовательно электрокартонную и стальную шайбы и навертывают гайки, слегка стягивая магнитопровод. После этого окончательно подбивают магнитопровод и затягивают шпильки до номинального размера ярма, начиная со средних отверстий, во избежание образования волны между балками. Шпильки, как правило, затягивают гайковертом. К нижним ярмовым балкам прикрепляют опорные планки. Собранный магнитопровод зачаливают за верхнюю ярмовую балку, поднимают мостовым краном в вертикальное положение, снимают со стола и ставят на пол. На магнитопровод устанавливают вертикальные стяжные шпильки, угольники и подъемные кольца.
Сборка крупных магнитопроводов принципиально похожа на сборку мелких, в отличие от последних их собирают и кантуют на специальных стендах-кантователях, предохраняющих магнитопроводы от деформации и повреждений. Стенд (рис. 7-15) состоит из двух массивных сварных угольников 1, скрепленных шпильками 2. В концы угольников вварены подъемные проушины, в которых закреплены валики 3. Стенд устанавливают длинной стороной на пол. Рабочей частью является длинная сторона, на которую поперек кладут ярмовые балки 5, устанавливая их на домкрате 6. Короткая сторона (вертикальная часть) стенда служит для упора магнитопровода при сборке и кантования, а также для крепления подъемных проушин 3. Между ярмовыми балками на стенд вначале укладывают два или три поперечных швеллера, закрепляя их технологическими скобами 8, а на них — два или три (в зависимости от количества стержней магнитопровода) швеллера 9 (рис. 7-15). Верхняя полка швеллеров должна лежать в одной плоскости с поверхностью изоляции (моста), уложенной на ярмовые балки. Между продольными швеллерами устанавливают планки 10 для упора сборочных оправок 11. Одновременно с настройкой стола раскладывают пластины на подъемных стеллажах со всех четырех его сторон. Уложив на ярмовые балки изоляцию (мосты), проверяют расстояние между балками и их параллельность, после чего собирают первый слой пластин. В отверстия вставляют такое количество стальных технологических оправок, чтобы в каждую пластину входило не менее двух. Укладку производят по два (иногда по три) листа в слое, соблюдая при этом порядок, указанный в схеме шихтовки. В процессе сборки пластины подбивают медными бойками. В месте стыка зазоры должны быть минимальными (до 1,5 мм), одинаковыми по ширине листа, нахлест не допускается. Собрав пакет, проверяют штангенциркулем его толщину, добавляя или убавляя пластины до размера по чертежу. Отсутствие перекоса пакетов по ширине и длине проверяют угольником, правильность расположения магнитопровода — метром, измеряя по диагонали расстояние между отверстиями.
Для лучшего охлаждения магнитопровода в нескольких пакетах делают охлаждающие каналы. По мере укладки пластин оправки поднимают постепенно вверх. Фактическую толщину пакетов измеряют штангенциркулем после предварительной опрессовки стержня.
Медную ленту, заземляющую магнитопровод, вставляют под первый пакет со стороны НН на предварительно уложенную полоску электрокартона.
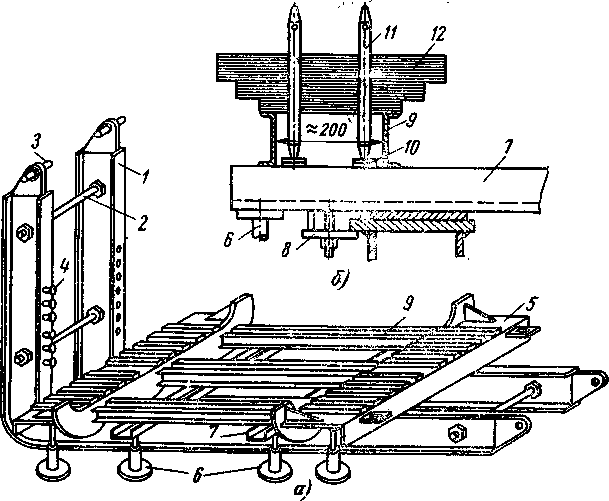
Рис. 7-15. Стенд для сборки магнитопровода мощного трансформатора (прессовка стержней шпильками).
а — общий вид; б — поперечный разрез одного стержня; 1 — рама сварная; 2 — шпилька соединительная, 3 — валки для подъема; 4 — опорные болты; 5 — ярмовая балка; 6 — домкрат винтовой; 7 — поперечные швеллеры; 5 — скоба для крепления швеллеров; 9 — продельные швеллеры; 10 — опорные планки под оправки; 11 — оправки; 12 — стержень магнитопровода.
Последовательно вынимают все оправки и в каждое отверстие вставляют сверху прессующие шпильки с надетыми на них бумажно-бакелитовыми трубками и шайбами, с предварительно навернутыми и раскерненными гайками. С помощью гидравлического пресса (или груза) производят прессовку стержней магнитопровода.
На выступающие концы шпилек снизу надевают шайбы, навертывают гайки и затягивают их гайковертом до чертежного размера.
Окончив прессовку стержней, на ярма укладывают изоляцию (мосты), вставляют снизу в отверстия ярмовые шпильки с бумажно-бакелитовыми трубками, шайбами и гайками, устанавливают ярмовые балки и на шпильку навертывают гайки.
С помощью гайковерта закрепляют и опрессовывают ярма, после чего окончательно затягивают ярмовые шпильки. Перед подъемом закрепляют собранный магнитопровод на стенде, и с помощью крана (или поворотного механизма) поворачивают магнитопровод вместе со стендом на угол 90°, ставят его в вертикальное положение. Зачалив магнитопровод, снимают его со стенда и передают на отделку, а стенд возвращают в горизонтальное положение и готовят для сборки следующего магнитопровода.
Операция отделки магнитопроводов является завершающей перед его предъявлением ОТК и проведением контрольных испытаний. Перед проведением работ по отделке магнитопровода его очищают от пыли продувкой сжатым воздухом. Для предотвращения попадания посторонних предметов в каналы между пакетами нижнее ярмо укрывают чехлом. При отделке устанавливают прессующие винты, экраны, шунты и другие детали согласно чертежу и технологической карте сборки магнитопровода. При установке прессующих винтов проверяют их свободный ход при завинчивании вручную или при необходимости ключом.
Согласно схеме заземления магнитопровода устанавливают заземляющие шинки рабочего и защитного заземлений, причем контактные поверхности мест присоединений, кроме контактов с активной сталью, должны быть тщательно зачищены до металлического блеска.
Все замковые пластины на деталях и узлах, не подлежащих разборке при первой сборне трансформатора и не подвергающихся дополнительной подтяжке после сушки активной части, должны быть застопорены.
Следы масла на деталях из электрокартона удаляют ветошью, смоченной бензином; загрязненные места должны быть зачищены стеклошкуркой. Места, имеющие повреждения лакокрасочных покрытий, должны быть обезжирены и подкрашены краской соответствующего цвета и марки.
По окончании перечисленных работ проводится контроль магнитопровода на вертикальность с помощью отвеса. Отклонение от вертикали не должно превышать 1,5 мм на 1 м высоты.
С помощью мегомметра проверяют состояние изоляции ярмовых балок, стержней, шпилек, прессующих пластин, металлических бандажей, других узлов и деталей, если предусмотрена их изоляция от активной стали. Обнаруженные замыкания должны быть устранены.
После окончания всех работ магнитопровод продувают сжатым воздухом, к нижней ярмовой балке, как правило со стороны НН, прикрепляют карту пооперационного обмера магнитопровода с заполненными соответствующими графами. На нижней ярмовой балке со стороны НН наносят порядковый номер магнитопровода и при необходимости номер заводского заказа.
Окончательно проверяют внешний вид магнитопровода, состояние окраски, правильность заземления, правильность заполнения карты пооперационной приемки, после чего готовый магнитопровод предъявляют ОТК.
Контрольные вопросы
- Какие основные требования предъявляют к сборке магнитопровода?
- На какие основные процессы можно разбить технологию сборки магнитопровода?
- Какое оборудование и инструмент применяют при сборке магнитопроводов?