10-3. ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ ИЗОЛЯЦИОННЫХ ДЕТАЛЕЙ
Изоляционные цехи (участки) трансформаторных заводов имеют значительное количество разнообразной оснастки, обеспечивающей качественное и быстрое изготовление деталей и узлов из электроизоляционных материалов. Из-за разнообразия типоразмеров изделий большая часть оснастки выполнена универсальной. Для массовых деталей и узлов изготавливается специальная оснастка.
Все многообразие видов приспособлений по назначению можно разделить на три группы: 1) приспособления заготовительных операций и механической обработки; 2) оснащение сборочных операций; 3) подъемнотранспортные приспособления.
а) Приспособления заготовительных операций и механической обработки
Для повторяющихся в производстве деталей сложной формы изготавливают из листовой стали легкие разметочные шаблоны (рис. 10-6).
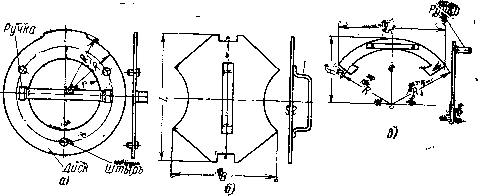
Рис. 10-6. Шаблоны и приспособления для разметочных работ.
а — специальный шаблон для разметки контура кольца; б — то же для разметки фасонной изоляции; в — то же сегментной прокладки.

Рис. 10-7. Пневмогидравлический универсальный пробойник для пробивки отверстий в электрокартоне толщиной до 6 мм.
1 — шланг высокого давления; 2 — цилиндр; 3 — поршень; 4 — пружина; 5— пуансон; 6 — матрица, 7 — съемник; 8 — кнопка управления.
Для сверления небольших отверстий диаметром 3— 6 мм в деталях и узлах больших размеров, подача которых на сверлильный станок требует значительных усилий, широко применяют дрели ручные, электрические или пневматические. Пробивка отверстий небольшого диаметра успешно выполняется с помощью переносного пневмогидравлического пробойника (рис. 10-7). При нажатии кнопки электрозолотник подает сжатый воздух в пневмогидроусилитель типа УОТ-5. Масло под большим давлением по гибкому шлангу поступает в цилиндр пробойника и заставляет перемещаться поршень. Пуансон пробивает отверстие в листах электрокартона толщиной до 6 мм и входит в матрицу. Пружина возвращает поршень в исходное положение, а съемник снимает лист картона с пуансона. Для облегчения работы гидропробойник подвешивают на поворотной укосине.
Для вырезки отверстий диаметром до 300 мм применяют регулируемую по диаметру оправку с ножом (рис. 10-8).

Рис. 10-8. Универсальная оправка для вырезки отверстий диаметром до 300 мм (на радиально-сверлильном станке).
1 — конус Морзе; 2 — корпус; 3 — державка; 4 — нож; 5 — стопорный болт. 6 — центр.
Для сверления круглых отверстий в электрокартоне применяют спиральные сверла диаметром 1,5—28 мм, имеющие специальную заточку. При сверлении в прокладках отверстий с уступом применяют сверла-цековки с направлением. При необходимости иметь отверстие диаметром до 90 мм в клееной изоляции (кольцах или прокладках) пользуются пустотелыми зенкерами.
Фрезерные операции выполняют нормализованными и специальными фрезами. Для вырезки внутренних пазов в кольцах применяют пальцевые фрезы Фрезеровку колец по внутреннему и наружному контуру производят цилиндрическими или фасонными фрезами. В зависимости от форм наружной и внутренней поверхности кольца применяют фрезы различной конфигурации.
Для изготовления дистанционных прокладок применяют прорубные мерные и универсальные штампы. Ширина пуансона и матрицы универсального штампа (рис. 10-9,а) выполняется в соответствии с нормализованной шириной прокладки. Регулирование длины прокладки производится изменением ширины полосы заготовки. На ходовые размеры прокладок изготовляют мерные штампы, позволяющие штамповать прокладки со всеми четырьмя закругленными углами и с двумя фасонными пазами Кроме того, на мерных штампах можно производить штамповку прокладок из отходов картона, имеющих только один прямой край.
Существует большое количество самых различных конструкций штампов универсальных и специальных для штамповки из электрокартона различных прокладок, дисков, шайб, сегментов и других массовых деталей. На рис. 10-9,б показан универсальный штамп для вырубки заклепок.
б) Оснащение сборочных операций
Для изготовления сборной клепаной уравнительной и ярмовой изоляции, а также изоляции ярмовых балок (мостов) применяют специальные и универсальные приспособления. Во избежание попадания металлической стружки в изоляцию прессованные прокладки нельзя класть на металлические части шаблона. Поэтому, несмотря на низкие механические свойства древесины и способность ее изменять размеры от увлажнения, опорные части приспособления (а часто всю основу) делают из дерева.
Наиболее распространенная конструкция шаблона для сборки и сверления ярмовой изоляции с 24 симметрично расположенными прокладками показана на рис. 10-10,а. Основанием служит диск 1, собранный из двух слоев сосновых досок. Для фиксации прокладок равномерно по окружности укреплены шурупами 2 металлические планки 3 Для центрирования картонной шайбы имеются три регулируемых упора 4 Шаблон во время работы устанавливается на вращающийся стол. Недостатком подобных шаблонов является необходимость иметь набор шаблонов на изоляцию с различным числом и шириной прокладок. Эти шаблоны занимают много места для хранения, требуют периодического ремонта, и смена шаблона отнимает много времени и труда. На рис. 10-10,б показан аналогичный шаблон для изготовления уравнительной изоляции с двумя рядами несимметрично расположенных прокладок разной конфигурации. На деревянном диске 3 закреплен стальной диск 1 с вырезами под прокладки и пятью стержнями 4, фиксирующими положение картонной полушайбы и второго съемного стального диска 2.
Универсальное приспособление для сборки самой распространенной угловой шайбы показано на рис. 10-5. Рабочая часть приспособления представляет собой металлическую полосу, свернутую в цилиндр, ширина которой равна высоте цилиндрической части шайбы, а длина выбирается по диаметру самой большой шайбы.
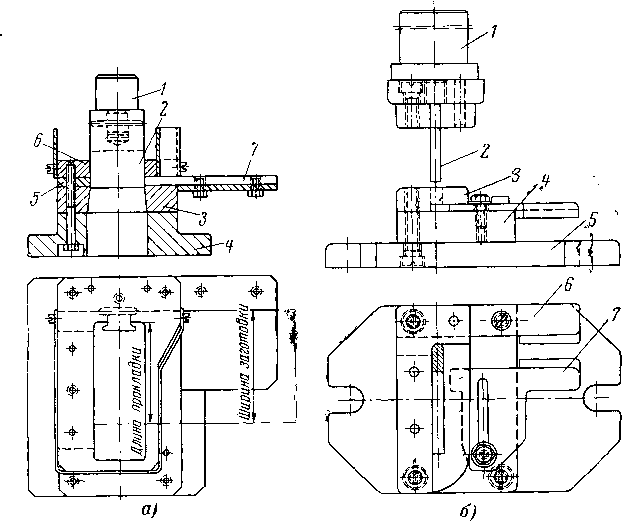
Рис. 10-9. Штампы.
а — универсальный, для вырубки дистанционных прокладок; б — универсальный для вырубки заклепок; 1 — хвостовик; 2 — пуансон; 3 — матрица; 4 — подушка; 5 — упор; 6 — съемник; 7 — направляющая планка.
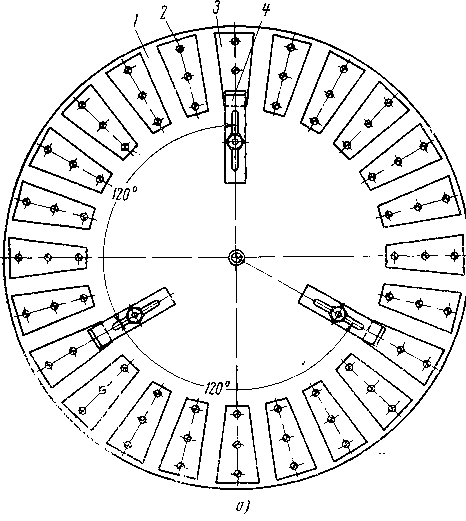
Рис. 10-10. Приспособления для сборки ярмовой изоляции.
![]()
а — шаблон для сборки уравнительной и ярмовой изоляции с симметричным расположением прокладок; б — шаблон специальный для сборки уравнительной и ярмовой изоляции с несимметричным расположением прокладок; в — шаблон для сборки изоляции ярмовой балки.
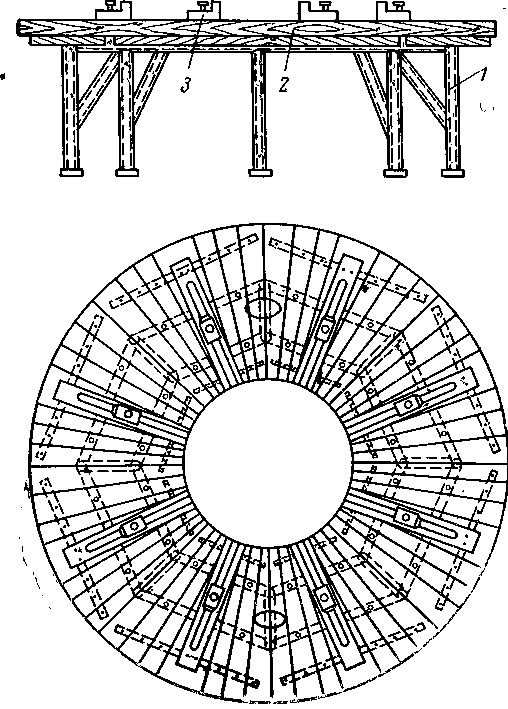
Рис. 10-11. Универсальное приспособление для сборки колец.
1 — рама; 2 — настил деревянный; 3 — упоры регулируемые.
В одном конце полосы закреплено два штифта-фиксатора с гайкой, а в другом имеются два ряда отверстий и лаз. Требуемый диаметр устанавливают, вставляя фиксаторы в нужную пару отверстий, и закрепляют болтом с гайкой.
Для сборки колец имеется ряд конструкций как в .виде дисков с вырезами (для бандажировки) и упорами, так и в виде столов, предназначенных только для сборки колец (рис. 10-11). Такие столы имеют регулируемые упоры и линейки, по которым быстро производят настройку, и подставки, показанные на рис. 10-12,а и б. Сборка прокладок различной ширины выполняется в П-образных подставках, установленных на столах.
в) Подъемно-транспортные приспособления
Изоляционный цех (участок) имеет большое количество различных приспособлений для подъема и перевозки заготовок деталей и узлов в процессе изготовления и транспортировки их в сборочный или обмоточный цехи завода. Многие конструкции используются для укладки и хранения деталей на рабочих местах, а также для перевозки в них деталей. Например, используются контейнеры для укладки листов, полос, комплектов реек с дистанционными прокладками (рис. 10-12,г), подставки для колец (рис. 10-12,(д) и др.
Удобна конструкция передвижной решетчатой тележки для установки в ней лакированных заготовок электрокартона (рис. 10-12,в), где они проходят воздушную сушку, после чего передаются на участок резки.
Для транспортировки узлов главной изоляции крупных трансформаторов, имеющей большие габариты, применяют специальные стеллажи с подъемными крюками.
г) Техника безопасности при работе на изоляционном участке
При выполнении технологических операций по изготовлению изоляционных деталей следует всегда помнить, что несоблюдение правил техники безопасности может привести к тяжелым увечьям работающего. Поэтому все работающие в цехе должны быть обучены правилам техники безопасности.
Рабочее место заготовителя изоляции должно быть достаточно освещено, оборудовано специальными стеллажами для хранения заготовок и деталей, иметь тумбочку для инструмента.
Во время работы место следует содержать в чистоте и порядке, не загромождать готовыми деталями и отходами. Загроможденность рабочего места может явиться причиной травмы, а скопление легковоспламеняющейся изоляции создает опасность пожара.
Порезку деталей следует производить по упору, настройку которого нужно выполнять при выключенном станке. При нарезке коротких деталей остающуюся заготовку необходимо подавать к пиле или ножу специальным приспособлением — удлинителем, предохраняющим руки от возможного попадания под режущий инструмент.
Все части станков, которые вследствие порчи изоляции токоведущих частей могут оказаться под напряжением, должны быть заземлены и систематически контролироваться.
Причиной травматизма при резке, штамповке и фрезеровке является попадание рук под нож, пилу, фрезу или штамп. Поэтому следует, по возможности на всех механообрабатывающих станках устанавливать защитные устройства в виде сетки или решетки, ограничивающей доступ рук в опасную зону.
Работать можно только на совершенно исправном оборудовании и исправным инструментом. Нельзя вводить руки в зону действия режущего инструмента. Перед работой следует проверить исправность включенного механизма, зажимных приспособлений, правильность установки режущего инструмента.
При работе на ленточной пиле необходимо помнить о возможном обрыве полотна ленты. Поэтому при нарезке заготовок следует опускать щиток, закрывающий полотно, в нижнее положение; не вводить руки в зону возможного обрыва и вылета пилы; не производить ремонт и наладку оборудования на ходу; не оставлять включенным станок без надзора.
При сверлении отверстий в нескольких листах обязательно следует скреплять их струбциной. Воспрещается сметать образовавшуюся стружку голыми руками. Во время работы сверловщика рукава и полы одежды головной убор должны быть тщательно подвязаны, волосы полностью покрыты головным убором.
Все фрезерные, и шлифовальные станки, кроме защитных ограждений опасной зоны, должны быть оборудованы местной приточно-вытяжной вентиляцией. Эксцентриковые прессы должны быть оборудованы специальной защитой, исключающей возможность нахождения рук под штампом в момент работы пресса. При случайном застревании штампуемых деталей воспрещается извлекать их руками при включенном прессе.
При работе на гидравлических прессах следует быть особо осторожным при своде плит, загрузке и выгрузке деталей. Во время работы необходимо следить за исправностью паро- и маслопроводах.

Рис. 10-12. Подставки, контейнеры.
а — стол-подставка под шаблон для сборки ярмовой изоляции; б — универсальный передвижной стол-подставка для укладки листов изоляции при раскрое на ножницах; в — универсальная передвижная тележка для сушки листов лакированного электрокартона и транспортировки их по участку; г — универсальный контейнер для укладки и транспортировки реек и дистанционных прокладок, д — приспособление для укладки и транспортировки опорной изоляции (колец, шайб); 1 — кольцо; 2 — труба; 3 — плита.
Для загрузки и выгрузки тяжелых деталей следует пользоваться специальными блоками и краном. Во время приклеивания деталей к плитам пресса запрещается извлекать их руками, а только специальными крючками с удлинителями. Категорически воспрещается самовольно производить ремонт и исправление пресса и электрооборудования. Уборку лака и пыли с плит производить специальной щеткой.
Категорически воспрещается станочникам производить ремонт электрической и механической частей станка во время работы.
Контрольные вопросы
- Какие основные требования предъявляются к изготовлению изоляционных деталей и узлов трансформатора?
- Из каких технологических процессов состоит изготовление изоляционных деталей и узлов трансформатора?
- Какими методами осуществляется контроль за качеством изготовления изоляции?
- Какие меры по технике безопасности необходимо выполнять при изготовлении изоляционных деталей?