17-4. ШИХТОВКА И ПРЕССОВКА ВЕРХНЕГО ЯРМА. ОСЕВАЯ ПРЕССОВКА ОБМОТОК
Начало шихтовки верхнего ярма производится с того места, откуда были вынуты последние листы при расшихтовке. Шихтовка ведется одновременно с двух сторон магнитопровода. Произвольный выбор места начала шихтовки недопустим, так как он приводит к недостаче пластин с одной стороны и излишку с другой, к нарушению порядка в расположении пластин стали и повторной перешихтовке верхнего ярма. Шихтовку (рис. 17-10) производят согласно схеме шихтовки, указанной в чертеже магнитопровода. Во время шихтовки необходимо следить, чтобы торцы крайних пластин ярма не выступали за края пластин стержня. Совершенно недопустимо при шихтовке перекрытие пластин (нахлест).
Основным правилом шихтовки всех магнитопроводов является чередование слоев стали стержня и ярма, т. е. такая их установка, при которой один слой пластин ярма ставится между двумя соответствующими слоями пластин стержня, а следующий — встык с этим слоем.

Рис. 17-10. Шихтовка верхнего ярма магнитопровода.
Для того чтобы пластины центрального пакета, устанавливаемые «встык» со стержнями, не опускались, между стальными прессующими кольцами и ярмом прокладывают технологические подставки, толщину которых подбирают так, чтобы пластины ярма были на уровне стыков пластин стержней.
После зашихтовки центрального пакета его стягивают П-образными стяжными скобами, располагая их вдоль ярма в шахматном порядке. В дальнейшем каждый зашихтованный пакет стягивают с предыдущим такими же или Г-образными скобами. Пластины, установленные в ярмо, осаждают с помощью молотка и фибровой дощечки до стыка в стержне. Одновременно с этим пластины, выступающие с торцов, также подбивают, чтобы не было зазоров.
Если магнитопровод двухрамный, вначале производят шихтовку внутренней рамы. По окончании последовательно снимают шихтовальные скобы и стягивают раму ярмовыми прессующими шпильками или технологическими. Аналогично внутренней раме шихтуют наружную. После окончания шихтовки ярма магнитопровода производят установку снятых узлов и деталей, ярмовых балок и опрессовку верхнего ярма.
Ярмовые балки с помощью крана или других грузоподъемных устройств устанавливают на временные технологические деревянные подставки, располагаемые на прессующих кольцах. Балки устанавливают таким образом, чтобы замковые выступы ярмовых балок точно стали под выступами на вертикальных стяжных пластинах стержней магнитопровода.
Предварительную подпрессовку верхнего ярма выполняют ярмовыми балками с помощью технологических шпилек, устанавливаемых по их торцам. По мере стягивания балок снимают П- и Г-образные скобы, устанавливают и закрепляют заземляющую ленту и через фибровую прокладку легкими ударами молотка производят осадку пластин ярма до тех пор, пока пластины, вставленные при шихтовке ярма, станут на одном уровне с соответствующими пластинами стержня. Слегка подпрессовав ярмо, устанавливают детали замкового клинового устройства, деревянные и изоляционные подкладки, полубандажи и верхние стяжные шпильки, после чего производят окончательную опрессовку ярма полубандажами и прессующими шпильками. Прессовка верхнего ярма трансформатора является одной из наиболее трудоемких операций первой сборки. Усилия, которые прикладываются при запрессовке ярма, очень большие. Обычные торцевые ключи с короткой (500—700 мм) рукояткой без удлинителя (рис. 17-11,а) непригодны для трансформаторов IV—VI габарита, так как для получения необходимого усилия приходится прикладывать большую силу. В качестве удлинителя чаще всего применяют стальные трубы длиной 1 — 1,5 м. Для прессовки применяют также ключи «трещотки», позволяющие делать обратный холостой ход без снятия ключа с головки болта, и специальные компактные домкраты, обеспечивающие усилие сжатия до 20-104 Н (20 тс). В последнее время для прессовки верхнего ярма заданным усилием в пределах до 60 • 104 Н (60 тс) широко применяют гидробалки 5 (рис. 17-11,6). Мостовым краном гидробалку устанавливают на средней части магнитопровода. Производят прессовку этого участка ярма с установкой полубандажей и верхних горизонтальных прессующих шпилек с изолирующими трубками. Затем гидробалку перестанавливают и производят прессовку на крайних участках ярма магнитопровода, как показано на рис. 17-11,б.
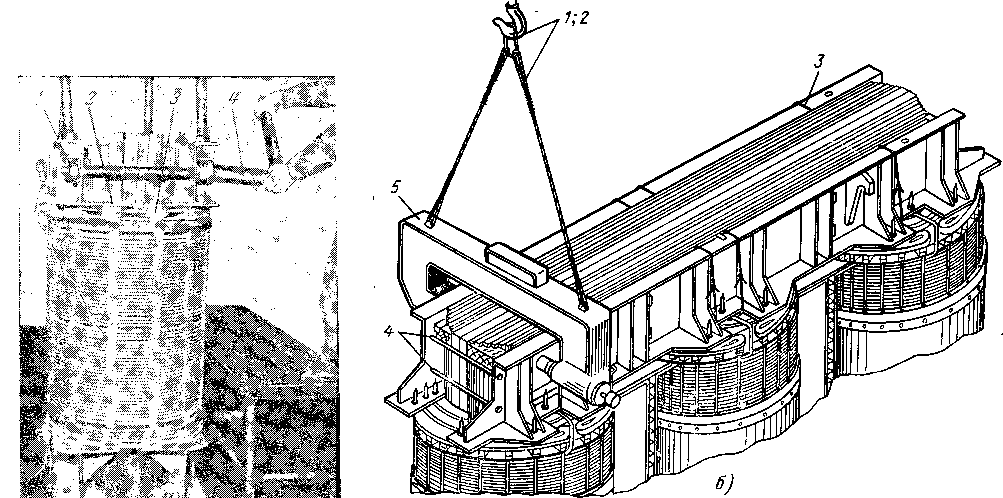
Рис. 17-11. Прессовка верхнего ярма магнитопровода.
а — торцевым ключом (трансформатор 5 600 кВ • А), 1 — шпилька временная для предварительной стяжки верхних ярмовых балок, 2 — уравнительная изоляция; 3 — ярмовая изоляция; 4 — ключ торцевой;
б — гидравлической балкой: 1, 2 — крюк мостового крана со стропами; 3 — бандажи крепления изоляции к балке; 4 — шпильки для стяжки двух ярмовых балок; 5 — гидравлическая балка.
В процессе прессовки замену технологических шпилек горизонтальными прессующими шпильками и снятие удлинителей с бандажей производят по мере запрессовки верхнего ярма. Прессовку можно считать законченной, когда ярмовые балки на каждом стержне трансформатора затянуты и плотно прилегают к ярму с обеих сторон.
Если в процессе эксплуатации трансформатора ослабляется осевая прессовка его обмоток, это приводит к снижению его устойчивости при коротких замыканиях. Поэтому очень важно добиться изготовления обмоток и изоляции со стабильными осевыми размерами, а в процессе сборки — обеспечить постоянное осевое усилие, сжимающее обмотки. Если обмотки недостаточно сжаты в осевом направлении, толчки тока и связанные с ними динамические усилия могут привести к осевым смещениям отдельных битков или частей обмотки, которые в конце концов разрушают изоляцию и элементы обмотки, обеспечивающие ее механическую прочность. Поэтому все трансформаторы новых серий изготавливают с прессующими кольцами и нажимными винтами, которые вворачиваются в нижние полки обеих верхних ярмовых балок (рис. 17-8) и передают усилие на прессующие кольца 32 через опорные стальные башмаки 34.
Прессовку производят специальными ключами — «трещотками», равномерно переходя от одного винта к другому до тех пор, пока не будет достигнут нужный размер обмотки.
В последнее время обмотки успешно опрессовывают заданным усилием специальным гидравлическим устройством, описание которого будет дано ниже.
Прессовка обмоток перед предварительным испытанием трансформатора должна производиться по возможности до получения осевого размера, указанного в чертеже обмоток. Однако это не всегда удается. Существует необходимый минимум запрессовки обмоток, который определяется возможностью некоторого смещения верхних ярмовых балок (относительно ярма) при подъеме активной части: минимальное расстояние между сталью ярма и прессующими кольцами не должно быть менее 7— 10 мм.
Заключительной операцией первой сборки трансформаторов являются соединение («сшивка») листов межфазных перегородок и подготовка концов обмоток и регулировочных ответвлений к предварительному испытанию и их последующему соединению с отводами. С концов обмоточных проводов ножом срезают изоляцию, и активная часть трансформатора после первой сборки подвергается предварительным испытаниям. Эти испытания являются частью контроля качества собранной активной части и проводятся испытательной станцией.
В объем предварительных испытаний входят:
- Испытание изоляции бандажей или доступных прессующих (стяжных) шпилек верхнего и нижнего ярм и ярмовых балок от активной стали магнитопровода приложенным напряжением 2 кВ в течение 1 мин.
- Измерение сопротивления постоянному току межлистовой изоляции активной части стали магнитопровода между крайними его пластинами, а также между отдельными пакетами верхнего ярма.
- Определение коэффициента трансформации между всеми катушками каждой пары с моток на всех стержнях.
- Измерение потерь и тока холостого хода.
- Проверка равенства чисел витков всех катушек, соединяемых при последующей сборке параллельно.
Контрольные вопросы
- Из каких этапов состоит процесс сборки трансформаторов?
- Из каких операций состоит первая сборка трансформатора?
- Назовите характерные особенности первой сборки трансформаторов.
- Какие приспособления применяют при первой сборке?
- Какие предварительные испытания проводят после первой сборки трансформатора?