Во время сушки активной части происходит усадка изоляции, деревянных и электрокартонных деталей, вследствие чего ослабевают прессовка обмоток и крепление отводов. Отделка активной части является главной операцией в процессе третьей сборки. Для сохранения характеристик изоляции отделка должна производиться с минимальным временем пребывания активной части на воздухе (до 16 ч).
Для этого активную часть устанавливают на специальную площадку, оборудованную стеллажами. Отделочная площадка трансформаторов напряжением 110—750 кВ имеет связь со сливной решеткой, через которую масло удаляется на маслоочистительную станцию.
Операцию отделки начинают с опрессовки ярм магнитопровода. Вначале опрессовывают нижнее ярмо, затем приступают к опрессовке верхнего ярма.
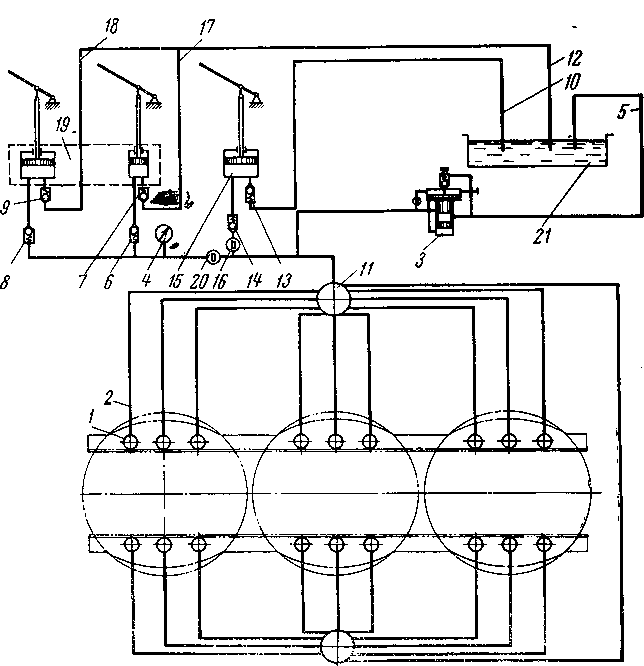
Рис. 19-8. Схема работы приспособления для опрессовки обмоток на третьей сборке.
1 — рабочий цилиндр; 2 — шланг высокого давления; 3 — предохранительный клапан; 4 — манометр; 5, 10, 12, 17, 18— шланги низкого давления; 6 — нагнетательный клапан насоса высокого давления; 7 — всасывающий клапан насоса высокого давления, 8 — нагнетательный клапан насоса низкого давления; 9 — всасывающий клапан насоса низкого давления; 11 — распределитель; 13 — нагнетательный клапан откачивающего насоса; 14 — всасывающий клапан откачивающего насоса; 15 — откачивающий насос; 16 — запорная игла; 19 — корпус насосов высокого и низкого давления; 20 — запорная игла; 21 — масляный бачок.
Для правильной затяжки ярм с большим количеством полубандажей и во избежание деформации ярмовых балок (особенно удлиненных) затяжку необходимо производить в определенной последовательности и постепенно завернуть гайки до полного прикосновения каждой гайки с опорной поверхностью, в определенной очередности произвести затягивание всех гаек примерно на половину усилия и, наконец, в том же порядке затянуть гайки на полное усилие.
Отделку активной части трансформаторов малой мощности (до 63 кВ-А) начинают с опрессовки ярм, затем подпрессовывают обмотки вертикальными стяжными шпильками [Л. 21]. Болтовые соединения деревянных отводов, крепление ответвлений переключателя также подтягивают.
Возможность самоотвинчивания гаек, шпилек и болтов крепления отводов, переключателя и других деталей активной части устраняют кернением или стопорением пластины. Кернение шпилек и гаек производят в трех точках равномерно по окружности.
Отделку активной части трансформаторов мощностью 1 000 кВ-А и выше также начинают с восстановления опрессовки нижнего ярма, а затем верхнего. Гайки и болты предохраняют от самоотвинчивания кернением последних в четырех — шести точках по окружности. Для удобства работ по опрессовке ярм магнитопровода активные части устанавливают на специальные подставки.
Опрессовку обмоток трансформаторов мощностью более 1 000 кВ-А производят вручную трещоточными ключами, чтобы деревянные подкладки, уравнительная и ярмовая изоляции плотно прижались к обмоткам. Опрессовку обмоток трансформаторов мощностью более 10 000 кВ-А производят специальным приспособлением, состоящим из гидравлического насоса и гидроцилиндров плунжерного типа, соединенных с насосом шлангами высокого давления. Приспособление для опрессовки обмоток можно использовать как переносное и как стационарное.
Опрессовку обмоток на всех фазах производят одновременно. В зависимости от количества установленных гидроцилиндров усилие опрессовки обмоток на третьей сборке может достигать (250—300) • 104Н (250—300 тс). Контроль за усилием опрессовки производят по показанию манометра. Максимальное давление, которое развивает насос, 250-105 Па (250 кгс/см2). Размеры гидроцилиндров выбирают в зависимости от конструкции трансформатора и усилий опрессовки обмоток.
Вопросу стабилизации осевых размеров обмоток, обеспечивающей динамическую устойчивость при коротких замыканиях, уделяют большое внимание, так как увеличение механической прочности обмоток при коротких замыканиях очень важно.
Опрессовку обмоток гидроцилиндрами (рис. 19-8) производят в следующей последовательности. Устанавливают выбранное количество гидроцилиндров 1 на прессующие кольца под ярмовые балки равномерно по окружности. Опрессовку обмоток ВН, СН, НН, если
они не прессуются одним прессующим кольцом, необходимо начинать с внутренней обмотки. Перед началом опрессовки перекрывают нагнетательный клапан 13 откачивающего насоса и начинают качать масло насосом низкого давления. Прекращают работу насоса низкого давления, когда усилие рабочего будет недостаточным для создания нужного давления в цилиндрах; включают насос высокого давления. При достижении нужного давления в цилиндрах 1 (давление определяют по манометру 4) работу насоса прекращают, выдерживают давление 1 — 2 мин и фиксируют это усилие, завернув прессующие винты до упора в прессующее кольцо. Далее закрывают клапаны 6—9 насосов низкого и высокого давления, открывают нагнетательный клапан 13 откачивающего насоса 15. Откачав масло из гидроцилиндров, их убирают.
Если перепад обмоток по высоте на одной фазе более указанного в чертеже, необходимо выравнять обмотки по высоте. Для выравнивания используют сегменты электрокартонного кольца. Для укладки сегментов выкручивают прессующие винты, приподнимают прессующие кольца специальным приспособлением и укладывают сегменты, располагая их равномерно по окружности обмоток.
После укладки сегментов электрокартонного кольца обмотки снова опрессовывают. Затем подтягивают крепеж отводов, переключателя, измеряют изоляционные расстояния.
Отсоединяют шинки заземления и проверяют состояние изоляции между узлами заземления: сталь активная — ярмовая балка нижняя; кольца прессующие — ярмовая балка верхняя; пластина подъемная — ярмовая балка верхняя — сталь активная; экран электростатический— ярмовая балка верхняя.
Проверку состояния изоляции выполняют мегомметром 1 000 В, соблюдая следующие правила техники безопасности: 1) запрещается при проверке состояния изоляции находиться на активной части; 2) провода мегомметра должны быть надежно изолированы; 3) снимать разряд по окончании проверки; 4) убедившись в отсутствии замыканий, устанавливают шинки заземления и .проверяют наличие цепи между заземленными узлами.
Контрольные вопросы
- Для чего производится сушка активной части трансформатора?
- Какие факторы влияют на ускорение процесса сушки активной части?
- Из каких основных элементов состоит вакуум- сушильный шкаф?
- Какими методами контролируется процесс сушки активной части в вакуум-сушильном шкафу?
- По каким параметрам определяют окончание процесса сушки активной части?
- Какие противопожарные меры и меры техники безопасности работ нужно выполнять при сушке активной части?