2. СВАРНЫЕ СОЕДИНЕНИЯ.
ХАРАКТЕРИСТИКА СВАРНЫХ ШВОВ
Соединения деталей и узлов конструкции, образуемые с помощью сварки, называются сварными соединениями, а часть сварного соединения, образуемая расплавленным в процессе сварки и затем затвердевшим металлом,— сварным швом. Металл, из которого изготовлены свариваемые детали, принято называть основным металлом. В большинстве случаев недостаточно расплавить только один основной металл для заполнения зазора между соединяемыми деталями. Поэтому одновременно с расплавлением основного металла в пламя горелки вводят присадочную проволоку, конец которой расплавляется и дает дополнительно жидкий металл, образующий шов.
Расплавленный металл присадочной проволоки или прутка, смешиваясь с расплавленной частью основного металла, образует металл шва. Металл шва по своему составу и строению отличается от основного и присадочного металлов. Металл шва имеет структуру литого металла и поэтому, как правило, обладает несколько меньшей прочностью и вязкостью, чем основной прокатный металл. Для того чтобы при сварке деталей получить сварное соединение равнопрочным основному металлу, толщину шва несколько увеличивают по сравнению с толщиной основного металла. Это утолщение шва часто называют усилением. Однако излишнее утолщение шва является вредным, так как при вибрационных и ударных нагрузках такой шов может начать разрушаться в месте резкого перехода от наплавленного металла к основному вследствие возможных концентраций в этих местах собственных внутренних напряжений.
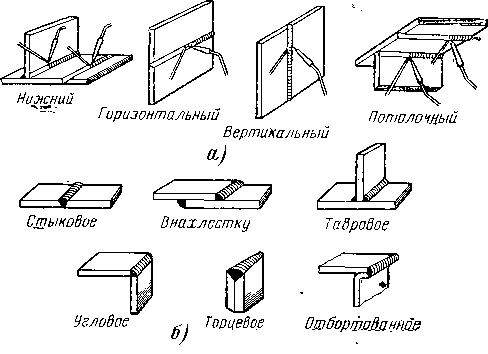
Рис. 15-9. Сварные швы и соединения.
а — виды сварных швов в зависимости от их положения в пространстве, б — виды сварных соединений в зависимости от взаимного расположения свариваемых деталей.

Рис. 15-10. Стыковые швы.
В зависимости от положения в пространстве сварные швы бывают нижние, горизонтальные, вертикальные и потолочные (рис. 15-9,а).
Самый простой для выполнения — нижний шов, так как при сварке этим швом капли расплавленного металла стекают вниз, в сварочную ванну. Сварка горизонтальными и вертикальными швами на вертикальной плоскости сложнее сварки нижним швом. Наиболее трудным для выполнения является потолочный шов.
В зависимости от взаимного расположения свариваемых деталей различают следующие наиболее распространенные виды сварных соединений: стыковое, внахлест, тавровое, угловое, торцевое и отбортованное (рис. 15-9,6).
В зависимости от протяженности различают прерывистые и непрерывные (сплошные) швы. Соединения, где не требуется герметичность сварных швов, например пластины, скобы, упоры, жесткости стенок, крышек и доньев баков, приваривают прерывистыми швами, выполняемыми полуавтоматической или ручной сваркой.
Основными типами сварных соединений металлоконструкций трансформатора являются соединения встык, втавр и внахлест.
Наименьшая по сравнению с другими типами концентрация напряжений наблюдается у соединений встык. Стыковые швы применяют при сварке металлических деталей толщиной 3—80 мм, т. е. при сварке крышек, доньев и стенок баков трансформаторов. При толщине листов больше 5 мм в случае ручной сварки или 12 мм при автоматической сварке стыковые швы нуждаются в предварительной обработке кромок листов в месте предполагаемого стыка. Операция подготовки кромок называется разделкой стыка, размеры и форма которого согласуются с толщиной свариваемых деталей. Вместе с тем форма разделки стыка определяет название шва (рис. 15-10): а) шов без скоса кромок, односторонний; б) У-образный шов со скосом двух кромок, односторонний; в) Х-образный с двумя симметричными скосами двух кромок; г) О-образный с криволинейными скосами двух кромок, двусторонний; д) К-образный с двумя симметричными скосами одной кромки.
Рис. 15-11. Оборудование для дуговой сварки под флюсом.
а — универсальный трактор ТС-17-Р, б — трактор АДС-1000-2: 1 — тележка; 2 — сварочная головка; 3 — барабан для электродной проволоки; 4 — флюсовый бункер; 5 — пульт управления, в — шланговый полуавтомат ПШ-5: 1 — механизм подачи проволоки, 2 — держатель