3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
СБОРОЧНО-СВАРОЧНОГО ПРОИЗВОДСТВА
И ПРИМЕНЯЕМЫЕ ПРИСПОСОБЛЕНИЯ.
ПОТОЧНЫЕ ЛИНИИ
Технологический процесс изготовления сварных металлоконструкций трансформаторов разделяется на следующие основные этапы: а) изготовление деталей и заготовок стальных конструкций, выполняемых на заготовительном участке цеха (§ 16-2); б) сборочносварочные работы, включающие зачистку швов от брызг металла и шлака; в) механическая обработка на металлорежущих станках сварных конструкций; г) испытание плотности и прочности сварных швов (для узлов, которые должны иметь плотные или плотно-прочные швы); д) отделка и окраска изготовленных сварных конструкций.
Сборка стальных конструкций трансформаторов под сварку и сама сварка являются наиболее важными операциями всего технологического процесса. Сборочно-сварочные работы выполняются в соответствии с технологическими требованиями на изготовление металлоконструкций трансформаторов в следующей последовательности:
- Подготовка деталей к сварке и размещение их у рабочего места. Все детали, подаваемые комплектно на участок сборки, должны быть изготовлены согласно чертежу в пределах допусков и отрихтованы. Соприкасающиеся поверхности деталей должны быть очищены от грязи, ржавчины, грата и окалины.

Рис. 16-6. Приспособления для поворота и вращения свариваемых изделий.
а — кантователь КД-1; б — манипулятор М-0,06.
- Сборка деталей и узлов должна производиться на сборочной плите или стенде Необходимо обеспечить правильное расположение поверхностей кромок, подлежащих сварке, а также допустимые размеры зазоров в местах наложения швов. Сборку деталей рекомендуется выполнять в кондукторе.
Собираемые узлы должны быть плотно стянуты струбцинами, сжимами или другим приспособлением, чтобы исключить смещение деталей и коробление при сварке.
- Прихватка — предварительная коротко
шовная или точечная приварка. Прихватка производится для того, чтобы скрепить детали и получить возможность освободить собранные детали от кондуктора и обеспечить доступ к местам окончательной сварки. Прихватка производится главным образом при дуговой электросварке: при этом она выполняется электродами тех же марок, какими будут свариваться соответствующие швы. Длина прихваток 15—30 мм, катет — не более 3—4 мм, высота (для соединений «встык») принимается равной 1/3 толщины свариваемых деталей.
- Сварка конструкций. Сварку производят по заранее разработанному технологическому процессу, в котором указан способ сварки, электроды, режимы по току и напряжению, приведены схемы последовательности сварки.
При сварке громоздких конструкций применяют приспособления для кантовки, поворота или вращения узла, показанные на рис. 16-6, которые дают возможность установить свариваемые узлы в удобное для сварки положение. Подробнее о конструкции приспособлений — см. [Л. 27 и 30].
К выполнению самостоятельных сборочно-сварочных работ допускаются только квалифицированные сварщики, ознакомленные с правилами техники безопасности. Приварку подъемных устройств должны производить дипломированные сварщики.
Рассмотрим технологию изготовления основных сварных узлов бака. Разметку и отрезку заготовок стенок, дна, крышки, рамы и жесткостей производят на заготовительном участке, после чего комплект заготовок деталей подают на участок сборки-сварки. Поскольку основными видами сварки металлоконструкций трансформаторов является автоматическая и полуавтоматическая сварка, рассмотрим технологический процесс сварки стыкового шва.
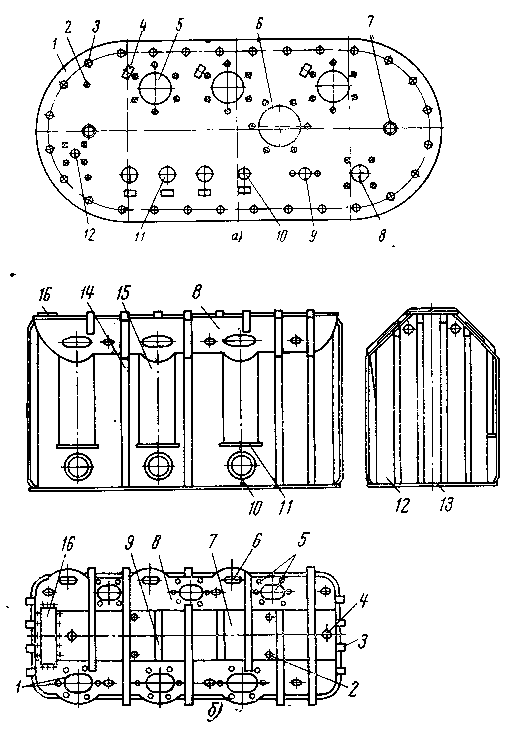
Рис. 16-7. Крышки бака.
а — плоская: 1 — крышка; 2— шпилька для крепления расширителя; 3 — отверстие под болтовое соединение крышки с рамой бака; 4 — пластина для обозначения ввода; 5 — отверстие для ввода ВН; 6 — отверстие для переключателя; 7 — отверстие для подъемной шпильки; 8 — отверстие для крана, 9 — отверстие для термометра; 10, 11 — отверстия для вводов НН; 12 — отверстие для патрубка расширителя;
б — совмещенная («колокол»): 1 — отверстие для ввода ВН и шпильки для крепления; 2 — отверстия для штырей раскрепления активной части, 3 — балка, 4 — отверстие для трубы; 5 — отверстия под ввод СН и шпильки крепления, 6 — отверстия под вывод СН и шпильки крепления; 7 — верх крышки (плоская часть): 8 — боковая часть крышки (наклонная часть); 9 — швеллер; 10— фланец, 11 — дно «кармана» ввода ВН; 12 — стенка бака; 13 — рама бака; 14 — швеллер; 15 — «карман» ввода ВН, 16 — коробка выводов НН.
Автоматическую сварку выполняют автоматами типа ТС-17м, АДС-1000, АДФ-500, полуавтоматическую — полуавтоматами ПШ-5, ПШ-54 в следующей последовательности технологических операций: 1) производят разделку свариваемых кромок газопламенной горелкой. На листах толщиной 12—20 мм разделка кромок У-образная, на листах толщиной до 10 мм разделка кромок не требуется; 2) собирают свариваемые детали, выдерживая минимальные зазоры, и закрепляют их прихватками длиной 20—40 мм. В начале и конце стыка прихватывают технологические пластины; 3) настраивают автомат (полуавтомат) на нужный режим сварки и устанавливают его на технологические пластины в начале шва так, чтобы проволока при сварке шла по середине стыка; 4) сварку начинают и заканчивают на технологических пластинах. 5) Производят сварку под флюсом только в нижнем положении: полуавтоматическую сварку швов угловых и стыковых соединений производят двусторонним швом на весу или по ручной подварке (при больших зазорах) по соответствующим режимам.

Рис. 16-9. Изготовление дна бака.
а — дно бака (трансформатор 10 МВ • А, 110 кВ): б — схема приварки жесткостей к дну бака, 1 — пластина; 2, III — швеллеры; IV— дно, V—шип, VI — штуцер; VII — кронштейн, VIII — плита сварочная, IX — крепление дна к плите. Условное обозначение стрелки указывают направление сварки; 1, 2, 3, . . ., п — последовательность сварки.

Рис. 16-8. Верхняя рама бака.
а — из уголка; б, в, г, д, е — плоская, ж — усиленная косынками; з — расположение стыков рамы.
а) Изготовление крышек, дна и рам
На рис. 16-7 показаны крышки баков силовых трансформаторов. Технологический процесс изготовления плоской крышки следующий:
- Разметка и вырезка заготовок. Сварка частей крышки (при отсутствии стандартных листов достаточных размеров). Рихтовка крышки на трехвалковых вальцах. Нанесение осевых линий.
- Разметка и вырезка всех отверстий.
- Установка и приварка фланцев под вводы, выхлопную трубу, расширитель, переключатель, краны.
- Кантовка крышки на 180°. Установка и приварка с внутренней стороны крышки бортиков— упоров для полосовой резины, служащей для уплотнения бака с крышкой.
- Сверление или пробивка отверстий по периметру (по кондуктору или разметке). В трансформаторах небольших мощностей отверстия в крышке не сверлятся. Шпильки приваривают к крышке сварочным пистолетом по шаблону.
- Зачистка всех сварных швов и основного металла от брызг и шлака.
- Испытание -всех сварных швов на маслоплотность сжатым воздухом и мыльной эмульсией и проверка правильности установки всех фланцев, бобышек, плоскости крышки.
- Окраска крышки и сушка.
Технологический процесс сборки— сварка крышки в виде «колокола» (рис. 16-7,б) — подробно описан ниже для автотрансформатора 240 МВ-А, 330 кВ.
Приваренная к стенке бака рама обеспечивает плотное сочленение стенок бака с крышкой или двух обечаек бака.
На рис. 16-8 показаны различные исполнения верхней рамы бака. В течение длительного времени рамы выполняли угловыми, а затем перешли к плоским рамам, удобным для автоматической сварки. Чтобы избежать деформации плоской рамы при затягивании болтов, в трансформаторах IV—VI габаритов ставят косынки.
Плоскую раму овального бака изготавливают путем изгибания в горячем состоянии. Рама обычно состоит из одной, двух или четырех частей (рис. 16-8,з). При небольших размерах бака (трансформаторы I, II габаритов) две заготовки, образующие верхнюю раму, сваривают заранее до установки рамы на обечайку. В этом случае раму до приварки сверлят по одному и тому же кондуктору с крышкой (или по разметке).
У трансформаторов III, IV габаритов непросверленные части рамы подгоняют одну к другой и соединяют, приваривая к обечайке: крышку накладывают на раму сваренного бака и раму сверлят по отверстиям в крышке, т. е. крышка используется как кондуктор. Известен и другой способ, при котором сверления рамы на баке избегают. Отверстия сверлят в отдельных частях рамы и просверленные части приваривают к обечайке. На раму ставят крышку и ее размечают по отверстиям в раме, применяя специальные керны. Затем крышку снимают и сверлят или пробивают отверстия.
Дно обычно копирует форму обечайки. Оно должно быть ровным, поэтому в случае необходимости листы стали выправляют на гидравлическом прессе или вальцах.
Если ширина дна превосходит ширину стандартного листа стали, его сваривают из двух частей, располагая стык параллельно большой оси бака.
Стальное полотно дна (рис. 16-9,а, поз. IV) укладывают и закрепляют на сборочной плите, где наносятся осевые линии дна. Затем производят разметку дна под установку швеллеров, полос, пластин, кронштейнов и др. Если стыковой шов полотна будет перекрываться жесткостями, вначале шов испытывают на маслоплотность с помощью вакуум-камеры или керосина, после чего на полотно устанавливают (по разметке) и прихватывают швеллеры. Прихватку швеллеров II, III к полотну дна IV производят полуавтоматической сваркой в среде углекислого газа или полуавтоматом ПШ-54 в определенном направлении и последовательности, указанной на рис. 16-9,6.
Подкареточные пластины 1 устанавливают и прихватывают по кондуктору, совмещая осевые линии дна и контура. На швеллеры устанавливают и прихватывают пластины 1, штуцер VI, кронштейны VII и другие детали, предусмотренные чертежом.
Раскрепив дно, переворачивают его на 180 и, перенося на внутреннюю сторону осевые линии, размечают расположение шипов. Приваривают шипы V полуавтоматической сваркой. Швы дна защищают от брызг металла, проверяют качество сварки и правильность размеров и отправляют дно к месту сборки бака.
Край дна обычно выступает за наружную поверхность стенки. Тавровое соединение стенки с дном сваривают автоматической или полуавтоматической сваркой.
В зависимости от конструкции бака трансформатора дно либо приваривают к стенке или нижней обечайке бака, образуя собственно бак или нижнюю часть бака, либо дно представляет собой плоскостный самостоятельный узел, сочленяемый болтовым соединением с «колоколом» бака. Изготовление дна в виде нижней части бака трансформатора приведено ниже для автотрансформатора 240 МВ • А, 330 кВ.