В машиностроении современному уровню развития техники соответствует массовое специализированное производство готовых изделий. Это относится и к производству средств управления и защиты автоматизированного электропривода — реле, контакторам, автоматическим выключателям и др. Массовость продукции машиностроения, в том числе и электрических аппаратов, по-новому поставила вопрос надежности готовых изделий. Если раньше понятие надежности изделий однозначно связывалось с избыточностью, или коэффициентом запаса, то современный рост сложности технических устройств требует расчета комплексной надежности этих устройств, а следовательно, и входящих в него элементов. В связи с этим актуальны рекомендации об уделении серьезного внимания вопросам надежности на всех, этапах разработки новых аппаратов, начиная с эскизного проекта и кончая промышленным образцом [46].
ГОСТ 13377—67 определяет надежность как свойство изделия выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени или требуемой наработки.
Наработка определяет продолжительность работы изделия до первого отказа или между отказами; она измеряется временем, рабочими циклами или относительными единицами.
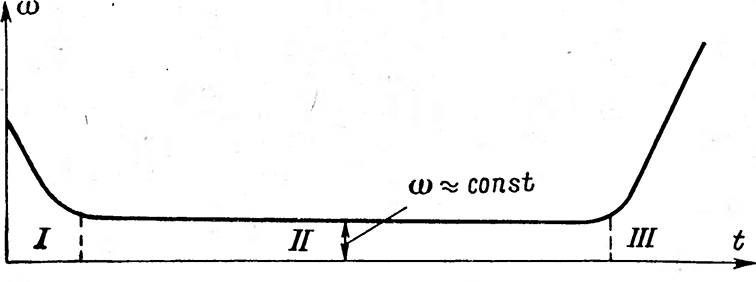
Рис. 2-16
Под отказом понимают событие, заключающееся в нарушении работоспособности изделия. Отказы в работе изделий носят случайный характер и, следовательно, относятся к случайным событиям. Поэтому теория надежности, рассматривающая законы отказов, имеет дело с вероятностными величинами и базируется в своих выводах на данных теории вероятностей и математической статистики.
По характеру доминирующих отказов периоды работы изделий делятся на три вида: отказы приработочные, внезапные и износные (рис. 2-16).
Отказы периода 1 обусловлены наличием нарушений требований технической документации в процессе изготовления деталей, ошибок, допущенных при сборке и монтаже. Эти дефекты не были обнаружены во время контрольных испытаний изделия. Уменьшение количества отказов в периоде I возможно лишь при увеличении объема и длительности контрольных испытаний всего изделия и введении испытаний отдельных узлов до общей сборки. Целесообразность этих мероприятий определяется путем расчета их экономической эффективности с учетом в качестве исходных данных потерь от отказа изделия в период 1.
Поток отказов во времени или отнесенный к количеству рабочих циклов в период приработки (1) идет по затухающей кривой, приближаясь к некоторому постоянному значению. Это значение для каждого вида изделия зависит от его конструкции и технологического процесса изготовления.
Под параметром потока отказов ω понимают среднее количество отказов ремонтируемого изделия в единицу времени или на один рабочий цикл, взятое для рассматриваемого момента времени или количества рабочих циклов.
Период II соответствует нормальной эксплуатации изделия с примерно постоянным параметром потока отказов за счет внезапных отказов с постепенной тенденцией к возрастанию. Внезапные отказы аппаратов управления и защиты обычно связаны с обрывом проводов обмоток, пробоем изоляции, межвитковых замыканий, обрывом гибких токопроводов, поломкой пружин и т. д. Наиболее объективными причинами вызванных отказов в период II являются дефекты комплектующих изделий и материалов. Они могли бы выявиться путем проведения типовых испытаний изделия и связаны с такими дефектами исходных материалов и комплектующих изделий, которые приводят к ускоренному их износу. Наиболее целесообразным методом борьбы с ними является входной контроль комплектующих изделий и материалов. Разница между рассмотренными периодами работы заключается в том, что в период 1 значение параметра потока отказов определяется отклонением от технической документации деталей и узлов оригинальных, тогда как в период нормальной эксплуатации изделий поток отказов зависит от работы типовых (нормализованных) деталей, узлов и материалов. В связи с этим использование в производстве типовых, нормализованных и стандартизованных конструкторских и технологических решений приводит к резкому сокращению периода приработки 1 и к общему снижению значения параметра отказов в период нормальной эксплуатации II. Но даже и в этом случае период приработки необходим для проверки надежности работы изделия.
Обычно период нормальной эксплуатации изделия во много раз превышает период приработки, а заданное время безотказной работы во много раз меньше средней наработки изделия на отказ. Естественно, что наиболее радикальным средством повышения безотказной работы изделия в период его нормальной эксплуатации является всемерное повышение наработки на отказ всех его частей в наиболее жестких эксплуатационных условиях.
Одним из слагаемых надежности является ремонтопригодность, под которой понимают приспособленность изделия к предупреждению, обнаружению и устранению отказов с наименьшей затратой сил, средств и времени.
Наступление третьего периода отказов обусловлено естественным износом частей изделия. Механический износ может привести к недопустимому изменению размеров деталей.
Термический износ влияет на механические свойства материала изделия. Электрический износ ухудшает изоляционные свойства материала. Старение материала приводит к отрицательным необратимым физико-механическим изменениям.
Производство электрических аппаратов управления и защиты - Надежность
Содержание материала
Страница 17 из 71