Технология изготовления токовых катушек включает в себя изготовление обмоток и изоляционные работы. Сечения обмоточных проводов применяются круглые и прямоугольные изолированные, прямоугольные и трапецеидальные голые. Обмотка многоамперных катушек иногда изготовляется методом литья.
Последовательность технологических операций изготовления обмоток из неизолированного шинного провода примерно следующая: резка и правка мерных заготовок из меди марки Ml или алюминия марки А1; навивка, отжиг; опрессовка, разделка концов, лужение выводных концов; антикоррозионное покрытие витков; контроль качества.
Резку и правку заготовок материала производят на правильно-отрезных автоматах или ручным способом на правильной плите при помощи деревянного молотка с резкой мерных заготовок при помощи ручных стационарных ножниц.
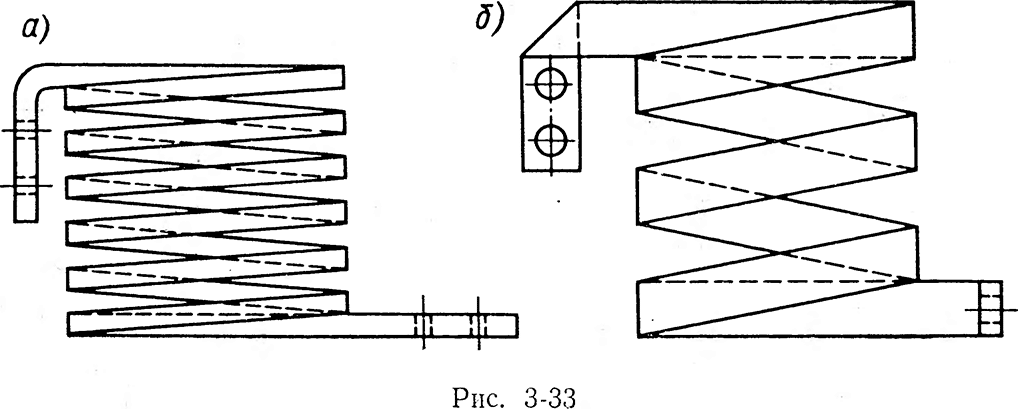
Навивку обмотки из шинных проводников производят (рис. 3-33) на ребро (а) и на широкую сторону (б) обычно на токарном станке с ходовым винтом, задающим ход суппорта, на котором крепится то или иное приспособление. В крупносерийном производстве навивку катушек на ребро целесообразно производить на специальных станках-автоматах (сечение меди до 8Х 19,5 мм; производительность до 240 шт./ч).
Ввиду того что внутренние слои при навивке сжимаются, а наружные — растягиваются, происходит деформация поперечного сечения проводника. Толщина проводника прямоугольной формы по внутреннему диаметру становится больше. Это может вызвать увеличенное кромочное давление на изоляционное покрытие и снизить надежность работы катушки. Особенно это заметно при большом отношении высоты к ширине сечения.
В целях исключения этого недостатка применяют проводники с трапецеидальным поперечным сечением для навивки, узким ребром внутрь. В результате различной деформации наружных и внутренних слоев конечное сечение витков приближается к прямоугольному.
С целью снятия остаточных внутренних напряжений катушки подвергаются термической обработке — отжигу.
В ряде случаев витки обмоток при намотке на ребро приобретают тарельчатость, устраняемую соответствующей опрессовкой.
При разделке концов обмоток производят их гибку на ребро или широкую сторону, изготовление крепежных отверстий, снятие заусенцев, лужение.
При выводах катушек, изготовляемых отдельно (шпильки и др.), соединение последних с концами
обмоток выполняют двояко: крепление заклепочным соединением с пайкой легкоплавким припоем или же без заклепочного крепления — пайкой тугоплавким припоем.
Антикоррозийное покрытие витков обмотки производят либо гальванопокрытием (оловом, серебром), либо лакокрасочным покрытием.
На малые значения токов обмотки катушек изготовляются многослойными из изолированного провода в бескаркасном и каркасном исполнениях. На рис. 3-34 приведена токовая катушка в бескаркасном исполнении. При встройке ее в дугогасительную систему контактора обмотка потенциально связана с неподвижным контактом и поэтому изолирования ее обмотки па полное напряжение не требуется. С торцов катушки при сборке устанавливаются изоляционные шайбы (гетинаксовые, текстолитовые и др.).
Токовые катушки, потенциально не связанные с прилегающими к ним разнополярными токоведущими и заземленными частями конструкции аппарата, изготовляют каркасными с уровнем изоляции, обеспечивающей соответствующие испытания обмоток на пробой.
Намотку на станке бескаркасных многорядовых токовых катушек из изолированного провода производят на изолированные втулки, укрепленные торцевыми шайбами на оправке. Начальный конец обмотки оставляют такой длины, чтобы была возможность вывода его наружу торцевым спиральным витком; крепление витков осуществляется через каждые два ряда бандажными ленточками и окончательно — наружными бандажными лентами.
Токовые катушки, обмотка которых выполнена из изолированного провода, подлежат последующей пропитке изоляционными лаками и сушке.

Марка пропиточного лака и режим сушки катушек определяются родом изоляции обмоточного провода. Пропитка обмоток токовых катушек в большинстве случаев производится методом окунания, но применяют и компаундирование.
Отделку выводов обмотки малоамперных катушек (оклетневку), лужение оголенной части провода и пайку наконечников можно производить до или после пропитки обмотки.
В процессе изготовления токовых катушек должен осуществляться пооперационный контроль на всех этапах производства с проверкой материала и размеров обмоточного провода, состояния приспособлений, контроля процессов — намотки, отжига, изготовления выводных концов изоляции и ее уровня, соответствия чертежным размерам и обмоточным данным.
Производство электрических аппаратов управления и защиты - Изготовление токовых катушек
Содержание материала
Страница 43 из 71