Каждый полюс автоматического выключателя, состоящий из двух неподвижных контактов, замыкается подвижным контактом, представляющим собой набор биметаллических роликов (медь — серебро).
Ролики изготавливаются из медного прутка и серебряной трубы, соединенных между собой методом прессования. После тщательной рихтовки стержень подвергается разрезке на отдельные ролики на токарном станке с помощью приспособления (рис. 5-36) для уменьшения отходов.
В сварной кронштейн 10 установлены и закреплены оправка 4 с шариковыми подшипниками 5, фрезой 2, шайбами 1 и 3, а также электродвигатель 9, шкивы 7 и 8. Для передачи вращения от электродвигателя к оправке с фрезой на шкивы одет клиновый ремень 6.
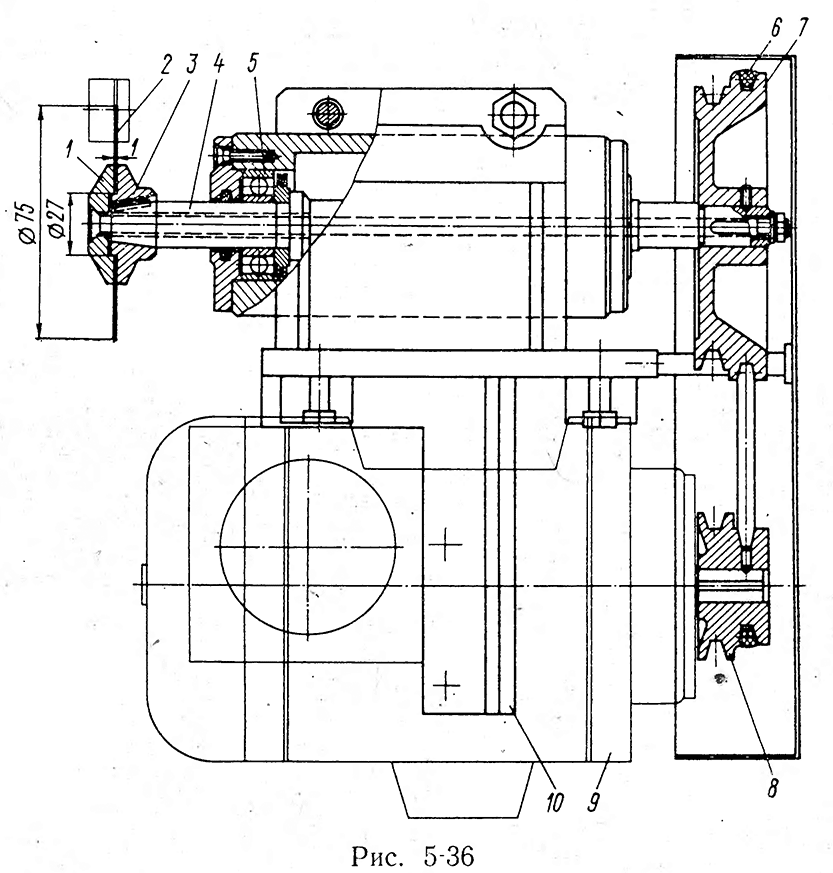
Приспособление устанавливается в резцедержатель суппорта токарного станка и закрепляется. Биметаллический пруток устанавливается в шпиндель токарного станка и закрепляется в цанговом патроне с выдвинутым концом для отрезки трех роликов поочередно. Длина ролика выдерживается передвижением суппорта до упора приспособления с прутком. Отрезка ролика производится с механической подачей суппорта и длится 8 с. Фреза и пруток вращаются в одну сторону, стружка при этом направляется вниз.
Для обеспечения техники безопасности и для сбора медносеребряной стружки на фрезу одевается металлический футляр со сборником стружки.
Технические данные приспособления:
Диаметр биметаллического прутка, мм................................................. 26
Длина ролика, мм....................................................................................... 11
Частота вращения шпинделя стайка, рад/с . . 20
Мощность электродвигателя станка, кВт . . . 3
Диаметр фрезы, мм................................................................................... 75
Частота вращения фрезы, рад/с........................................................... 280
Мощность электродвигателя вращения фрезы,
кВт................................................................................................................. 0,6
Габаритные размеры, мм ........................................................... 300χ300x400
Масса, кг:
приспособления.......................................................................................... 18
электродвигателя ........................................................................................ 9
После отрезки ролик обрабатывается с торцов, сверлится и растачивается центральное отверстие.
Рис. 5-37
Окончательную обработку по наружному диаметру ролик проходит на станке модели 1611П, после чего подвергается тщательной дефектоскопии на отсутствие трещин и зазоров между серебряным слоем и медной основой.