Исполнение обмоток катушек может быть без пропитки, с пропиткой или компаундированным. Без пропитки в ряде случаев изготовляют мало нагруженные током катушки переменного тока или же многорядовые дугогасительные катушки на токи в единицы ампер. Основное назначение пропитки и компаундирования заключается в повышении изоляционных свойств и влагостойкости обмоток. Наблюдаемое при этом повышение монолитности обмоток приводит к увеличению их механической прочности, термостойкости и теплоотдающей способности.
Пропитка не приводит к полной влагонепроницаемости изоляции обмоточных проводов и обмоток катушек в целом, а лишь снижает ее. Это обусловлено высокой проникающей способностью молекул воды из-за их относительно малого размера (порядка 3-10-7 мм), тогда как высокомолекулярные пленкообразующие основы пропиточных лаков с размерами молекул, в сотни и тысячи раз превосходящими размеры молекул воды, не в состоянии заполнить мельчайшие поры в веществе изоляции, доступные проникновению влаги.
Сообразуясь с габаритами обмоток катушек и эксплуатационными требованиями к ним, пропитку производят тремя способами: в открытых устройствах, в вакууме и в условиях чередования вакуума с повышенным давлением.
Первый способ наиболее прост: он осуществляется погружением партии катушек на подвесках или в сетчатых металлических корзинах в бак с пропитывающим составом (лаком) определенной вязкости. Непосредственно перед пропиткой катушки подвергают сушке в специальных сушильных шкафах с принудительной вентиляцией. Длительность процесса сушки при температуре 100—110° С зависит от габаритов катушек и способа их укладки. Для пропитки катушки обычно загружают в нагретом до 60—70° С состоянии. Конец пропитки связывают с прекращением выделения пузырьков воздуха из обмоток катушек.
Извлеченные из пропитывающего состава катушки выдерживают некоторое время в подвешенном состоянии над баком, с тем чтобы излишки лака могли стечь, после чего изделия поступают в сушку. Указанный способ пропитки пригоден для обработки немногослойных обмоток и с увеличенным сечением обмоточных проводов, например для малоамперных дугогасительных и токовых обмоток реле. Применяют пропитку однократную и многократную. Пропитки после первой относятся к покровным.
Вакуумная пропитка и пропитка с тренировочным режимом наиболее пригодны для многовитковых обмоток с диаметрами обмоточных проводов в десятые и сотые доли миллиметра. При вакуумировании в процессе сушки наблюдается наиболее полное удаление влаги и воздуха из пор и капилляров изоляции, что благоприятствует пропитке. Введение тренировочного режима облегчает и ускоряет процесс пропитки.
Вакуум-пропиточная установка состоит из автоклава, приготовительно-смесительного бака, конденсационной колонки, системы обогрева, вакуум-насосного агрегата, системы перекрывающих трубопроводов, измерительных и контрольных приборов, пульта управления. Автоклав и смесительный бак снабжены герметически закрывающимися крышками. Крышка автоклава снабжена смотровым и осветительным окнами, позволяющими наблюдать процессы пропитки обмоток. Внутрь смесительного бака встраивается лопастной смеситель. Обогрев баков осуществляется либо перегретым паром, либо индукционным способом.
Конденсационная колонка введена в трубопровод между автоклавом и вакуум-насосом для предохранения последнего от попадания паров воды и растворителя из автоклава. Перед пропиткой загруженная в рабочий котел автоклава очередная партия катушек, помещенных в перфорированную металлическую корзину, при закрытой крышке подвергается сушке при температуре 150—170° С в течение 2—3 ч при открытом кране, соединяющем котел с атмосферой. На втором этапе сушки в рабочем котле создается вакуум не менее 0,9-105 Па, и катушки сушат при той же температуре в течение 1—2 ч. Не нарушая вакуума, перегоняют пропитывающий состав из смесительного котла в рабочий, так чтобы уровень пропитывающего состава был выше катушек на 0,15—0,20 м.
Если применяют тренировочный режим, то вакуум сменяют избыточным давлением в (3-:-)-105 Па с числом циклов от двух до пяти.
Длительность процесса пропитки обычно устанавливается опытным путем.
Сушка обмоток катушек после пропитки.
Этот процесс фактически проводится в два этапа. Первый — нагрев изделий до начальной температуры запечки лаковой пленки. Этот этап должен быть такой продолжительности, чтобы к моменту достижения указанной температуры был удален растворитель за счет его испарения. Второй — запечка. Длительность и температура запечки зависят от лаковой основы: запечка может производиться одноступенчато — при одной неизменной температуре, или двухступенчато — вначале при одной, а затем при более высокой температуре.
Отвердение лаковых пленок в процессе сушки происходит либо путем окисления вещества пленкообразователя, либо за счет процесса полимеризации последнего.
В зависимости от способа нагрева изделий различают конвекционную, радиационную и индукционную сушку.
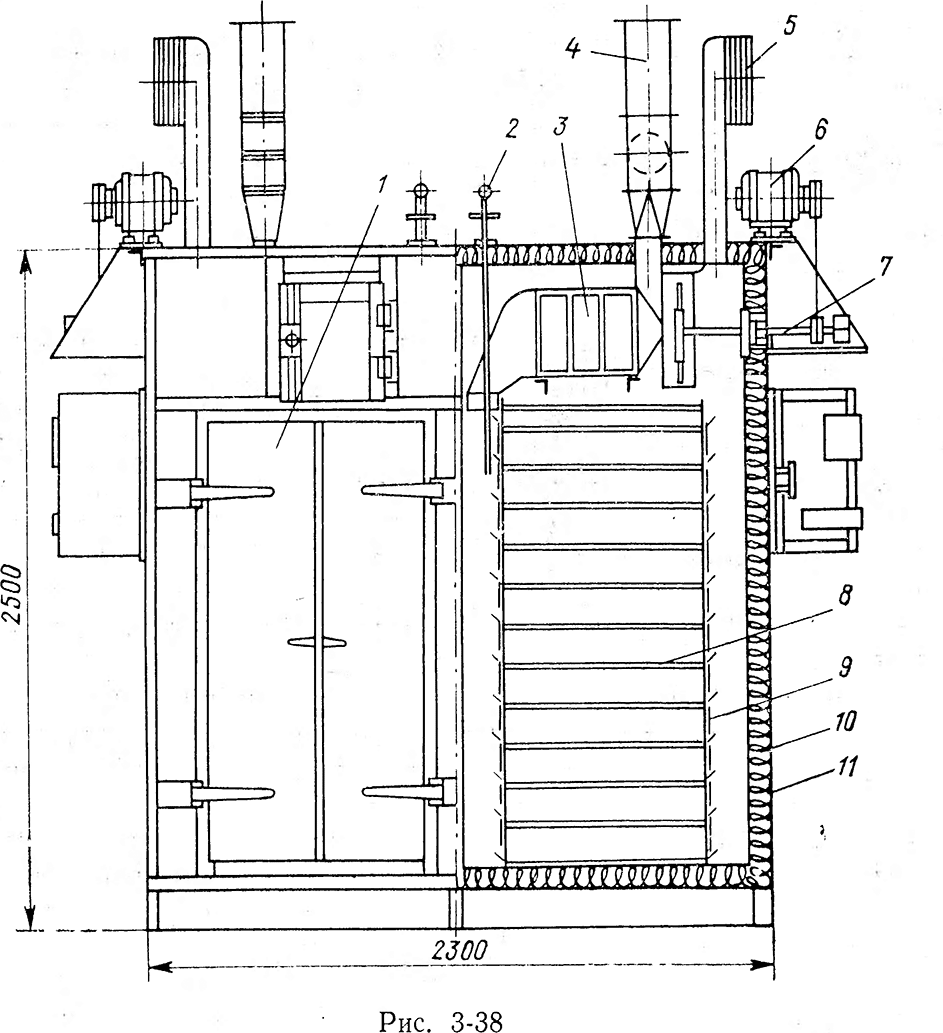
Более широкое применение находит конвекционный способ сушки в сушильной установке калориферного типа с электронагревом и принудительной циркуляцией воздуха (рис. 3-38). Наличие калориферов с электронагревателями и дроссельными заслонками позволяет автоматизировать процесс сушки при помощи задающих устройств.
Катушки через двери 1 устанавливаются на полки 8. Температура внутри установки измеряется термопарой 2. Воздух из воздуховода 4 вентилятором 7 через электрокалорифер 3 подается внутрь и нагревает катушки. Пары растворителей и другие испарения удаляются в атмосферу через фильтр 5. Для равномерного обогрева изделий воздух к ним поступает через воздухораспределители 9. Вентилятор приводится в движение электродвигателем 6. Каркас 11 установки — сварной. Теплоизоляция 10 выполнена из стекловаты.
Компаундирование обмоток катушек.
Компаундирование (пропитка катушек компаундом) обмоток катушек особенно пригодно для аппаратов, работающих в тяжелых эксплуатационных условиях: работа на открытом воздухе, в неотапливаемых помещениях, в среде с высокой влажностью воздуха и резкими перепадами температуры и т. п.
Отличие компаундов от пропиточных лаков состоит в отсутствии у них растворителей. Поэтому, будучи в момент их применения в жидком состоянии, они способны заполнять поры и капилляры в изоляции обмоток. Отверждение компаундов происходит в результате или химических процессов (термореактивный материал), или охлаждения (термопластичный материал).
Контроль качества.
Необходимое качество пропиточных работ, включающих неоднократные сушки, пропитку или компаундирование обмоток, обеспечивается за счет налаженного контроля за состоянием качества пропитывающих составов, исправностью оборудования, неукоснительным соблюдением технологической дисциплины на всех этапах работ, а также последующей 100%-ной проверке обмоток катушек на обрыв и соответствие электрического сопротивления обмоточным данным. Обмотки катушек переменного тока подлежат контролю на отсутствие витковых замыканий. С целью проверки сквозной пропитки обмоток практикуется выборочный разрез 1—3 обмоток из партии катушек с максимальным числом витков и минимальным диаметром обмоточного провода.
Прошедшие пропитку и компаундирование катушки после приемки поступают для наружной отделки в лакокрасочное отделение. Окраску катушек производят защитными лаками и эмалями методом окунания и распылением. Окрашенные изделия подвергают воздушной или печной сушке. Приемку производят наружным осмотром.