Раскладку и вязку жгутов можно осуществлять на шаблонах.
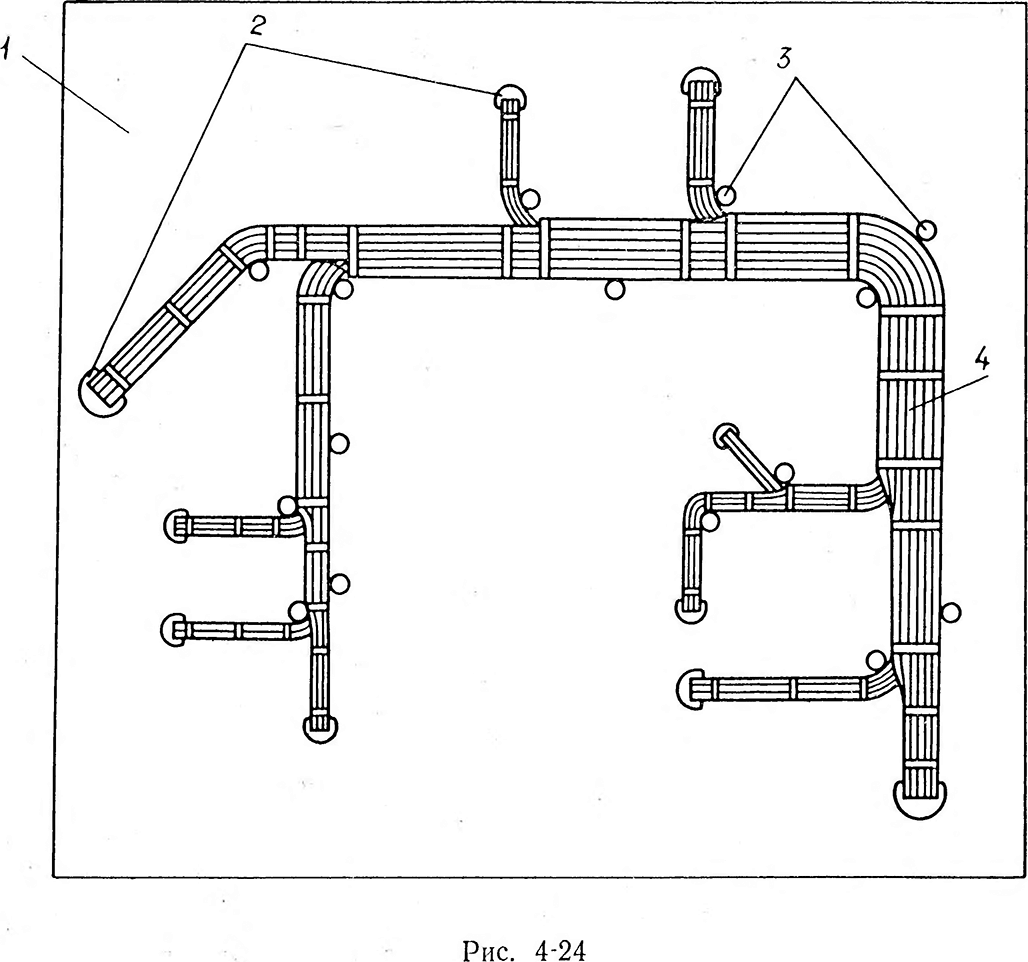
Шаблон нужно изготовлять в соответствии с чертежом на жгут, а при отсутствии чертежа — по монтажной схеме. Разделка проводов на шаблоне показана на рис. 4-24. Шаблон состоит из основания 1 с отверстиями 2 для прохода жгута проводов, установленных шпилек соответствующего диаметра 3. Если соединение выполняется в разных плоскостях, следует применять объемные шаблоны, исключающие перегибы жгута при установке его в изделие. После установки шпилек на шаблон, с целью предохранения проводов от повреждений на шпильки следует надеть изоляционные трубки с внутренним диаметром, равным диаметру шпильки.
При изготовлении шаблона следует предусмотреть, чтобы провод выходил из жгута 4 напротив места пайки и длина выхода провода из отверстия пайки была бы не менее 50 мм. При монтаже проводов различного сечения следует предусмотреть изготовление нескольких жгутов, так чтобы в жгуте находились провода близких диаметров по изоляции, например провода с внешним диаметром от 3 до 6 мм.
Не допускается размещать в одном жгуте провода с внешними экранирующими оболочками и провода типов МГВ и МГП.
Внутренний радиус изгиба жгута в процессе раскладки проводов на шаблоне должен быть не менее трехкратного значения наибольшего диаметра провода, входящего в жгут. Изгибать уже собранный жгут следует так, чтобы его внутренний радиус изгиба был не менее пятикратного значения диаметра жгута. Провода в жгуте следует укладывать ровно, без выступов и перекрещиваний. Перекрещивание допускается в местах выхода провода из жгута.
Экранированные провода и провода малых сечений необходимо размещать в середине жгута. Длинные провода располагать в верхней части жгута с лицевой стороны, чтобы ответвления жгута выходили из-под них.
В жгутах, где невозможно заменить вышедшие из строя провода, должны быть предусмотрены запасные провода. Количество запасных проводов должно составлять 8—10% от общего количества проводов в жгуте, но не менее двух.
Концы запасных проводов должны быть изолированы и прикреплены к общему жгуту на видном месте; запасные провода должны быть одного цвета. Жгуты диаметром от 10 до 75 мм (рис. 4-25,а) следует вязать перфорированными лентами 1 (рис. 4-25,6) с пластмассовыми пуговками 2. Жгуты диаметром свыше 20 мм следует вязать перфорированной лентой в два слоя. Этот способ вязки жгутов применяется на многих предприятиях электротехнической промышленности. При вязке жгутов расстояние между двумя смежными стяжками (шаг вязки) должно выбираться в зависимости от диаметра жгута:
![]()
Для защиты от механических повреждений жгуты по всей длине или на необходимом участке (в соответствии с указанием в чертеже) должны быть обмотаны или вложены в чулки защитного материала. В основном в качестве защитного материала применяют автобим на малексине (искусственная кожа).
За последнее время проведены экспериментальные работы по применению новой конструкции деталей для вязки жгутов (рис. 4-26,а).
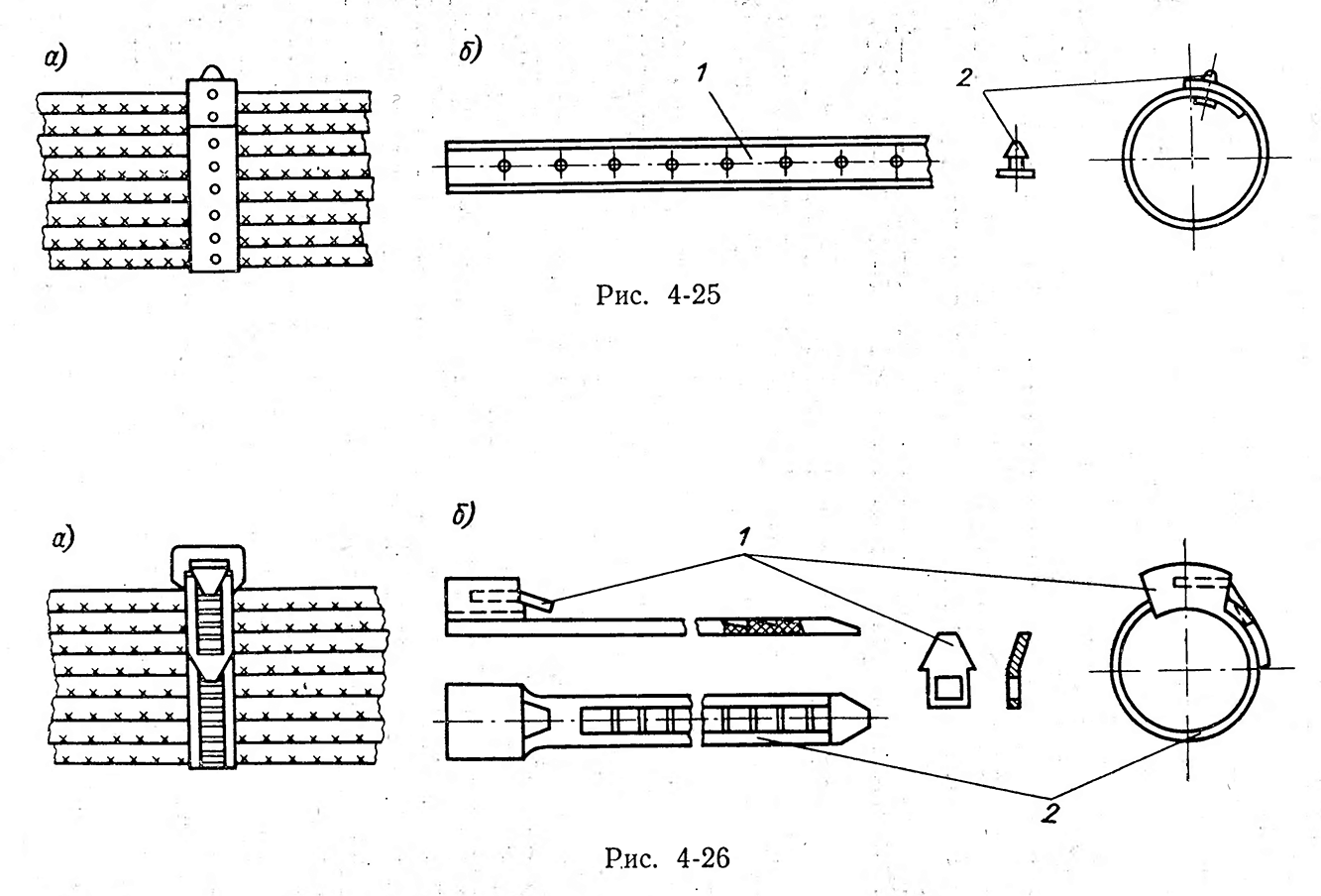
На рис. 4-26,б показана обвязка, состоящая из ленты 2, изготовленной из полиэтилена марки 20 906—040 методом прессования. На одной плоскости ленты предусмотрены зубцы с наклоном. В головку ленты устанавливается металлический фиксатор 1. При вязке жгута фиксатор свободно пропускает конец ленты через отверстие, скользя по наклонам зубцов. В обратном направлении ленту удерживает фиксатор.
Жгуты диаметром более 75 мм следует укладывать в специальные пластмассовые полихлорвиниловые перфорированные короба. Допускается вязка жгутов нитками. Шаг вязки и количество ниток в зависимости от диаметра жгута из проводов сечением 0,35 мм2 и более выбирают в соответствии с данными, приведенными ниже:
![]()
Для проводов сечением менее 0,35 мм2 шаг вязки выбирается в зависимости от количества проводов в жгуте:
![]()
На криволинейных участках шаги вязки должны быть уменьшены в зависимости от диаметра жгута и радиуса изгиба. В начале и конце жгута следует выполнять бандажи, состоящие из двух-пяти витков ниток.
На многих заводах электроаппаратостроения для непрерывной вязки жгутов диаметром до 26 мм капроновыми нитками применяют полуавтоматические пистолеты. Производительность автоматической вязки 400—500 мм/мин при шаге вязки 5 мм.
Пример вязки жгута приведен на рис. 4-27. Если жгут связан из проводов с хлопчатобумажной или шелковой изоляцией, то с целью защиты проводов от влаги весь жгут необходимо пропитать влагоотталкивающим составом. Жгуты, состоящие из проводов с полиэтиленовой или фторопластовой изоляцией, у которых нет оплетки из пряжи, например провода марки МПМ, МПКМ, МГТФ и др., в связи е холодной текучестью следует обматывать лентами или пленками, чтобы исключить продавливание изоляции нитками в процессе изготовления и хранения изделия. В целях исключения перекручивания жгута в процессе обмотки жгут следует обматывать, не снимая с шаблона. Начало и конец обмотки необходимо крепить нитяным бандажом и проклеивать клеем типа ХВК-2а.
Для вязки жгутов, состоящих из проводов, у которых, кроме изоляции из полихлорвинила, полиэтилена или другого материала, имеется обмотка из шелковой, стеклянной или хлопчатобумажной пряжи, следует применять хлопчатобумажные нити № 00, шнуры диаметром 0,5—2 мм, нити № 9,5 льняные, нити капроновые отваренные 3К, нити стеклянные № 10, трубки полихлорвиниловые диаметром 1 мм. Шнуры и нити до начала вязки следует натереть церезином или воском.
До и после разветвления жгута должны быть сделаны бандажи из двух-трех рядом лежащих петель.
От влияния высоких температур жгуты (провода) следует защищать теплозащитным материалом, например шнуровым асбестом, фторопластовой пленкой, стеклянной лентой, или надевать асбестовые чехлы или трубки.

В единичном и мелкосерийном производстве до сих пор сохранился способ разделки проводов и кабелей по месту, т. е. непосредственно в корпусе или каркасе аппарата. Такой метод разделки проводов мало производителен в связи с тем, что движения монтажников ограничиваются деталями, узлами, стенками каркасов и ящиков электрических аппаратов.

Рис. 4-28
Однако указанный метод разделки проводов применяется на предприятиях электротехнической промышленности там, где по технико-экономическим показателям невыгодно переходить на шаблонную разделку проводов.