Применяемые катушки напряжения бывают включающими, отключающими, удерживающими, выдержки времени, тормозными и др.; по роду тока — постоянного тока и переменного тока; по конструктивно-технологическому признаку катушки напряжения делятся на каркасные и бескаркасные. Каркасные катушки имеют одно- и двухсекционное исполнения.
Бескаркасные катушки более просты в изготовлении, но имеют пониженную теплоотдающую способность, сниженную механическую прочность изоляции, не имеют конструктивных элементов, обеспечивающих их надежное крепление к тем или иным частям аппаратов. Основные технологические операции следующие: заготовительные операции, намотка, пропитка и сушка обмотки или компаундирование, отделочные операции, пооперационный контроль с промежуточными и конечными испытаниями обмотки.

В объем заготовительных операций входят: комплектация намотки каркасами (для каркасного исполнения) и обмоточным проводом; подбор изоляционных материалов в соответствии со спецификациями сборочных чертежей катушек; подготовка выводов — жестких или мягких и прочих материалов, необходимых при обмоточных работах, обычно предусматриваемых в технологической документации на обмоточные работы.
Бумагу, применяемую для межслойной изоляции с целью увеличения проникающей способности пропиточного лака и компаунда, перфорируют пробивкой в шахматном порядке круглых отверстий. Нарезку на узкие полосы бумаги, миканита, картона и других листовых изоляционных и прокладочных материалов производят обычно при помощи рычажных ножниц.
Все заготовленные материалы до поступления на обмоточный участок проходят приемку ОТК.
Изготовление каркасов катушек.
На рис. 3-35 приведено одно из исполнений каркаса катушки сборной конструкции.
Гильза 1 изготовляется гнутой из стальной оцинкованной жести с фиксированным торцевым зазором 2—3 мм; изоляция 5 выполняется опрессовкой и запечкой из гибкого миканита или стеклоткани на основе термореактивной смолы. Шайбы 2, 3 и 6 изготовляются штамповкой. При сборке каркаса с насадкой шайб на гильзу 1 шайбы 3 подклеивают к шайбам 2 и 6 изоляционным лаком. Крепление торцевых шайб 2 производят отгибкой в приспособлении усиков 7 гильзы 1. Угловой изоляцией 4 служит намотанная в несколько слоев с проклейкой изоляционным лаком лента из лакоткани, предварительно надрезанная с одной стороны до половины ее ширины с шагом в 5—8 мм.
Сборные каркасы изготовляются из изолитовых гильз и гетинаксовых торцевых шайб путем склеивания.
Каркасы катушек, изготовляемые из пластмасс, отличаются рядом преимуществ перед сборными каркасами; изготовление их менее трудоемко; они более монолитны; имеют стабильные размеры и высокие изоляционные свойства; при применении пресс-материала марки АГ-4 каркасы обладают высокой механической прочностью.
На каркасах катушек предусматриваются специальные отростки, при помощи которых катушки крепятся к магнитопроводу.
Изготовление бескаркасных катушек.
Заданные чертежные размеры внутренних отверстий бескаркасных катушек и их торцов целиком определяются формой и размерами оправок. Их изготовляют разборными с припуском размеров, учитывающих последующее наложение основной изоляции внутренних отверстий и торцов катушек.
Основная изоляция бескаркасных катушек состоит из раскроя листового изоляционного материала (гибкого миканита, пленкокартона, стеклослюдинитофолия и др.), обеспечивающего заданный уровень изоляции обмотки катушек от заземленных или разнополярных металлических частей аппаратов.
Монолитность бескаркасных катушек обеспечивается межрядовыми прокладками конденсаторной или другой бумаги с подгибкой краев под первые витки последующих рядов, несколькими стяжками витков обмотки хлопчатобумажной лентой, наружной бандажировкой катушек и, наконец, пропиткой или компаундировкой их обмоток.
Намотка катушек.
Наибольшее распространение получили полуавтоматические станки открытой намотки многорядовых обмоток. Особенность конструкции этих станков состоит в обеспечении строгой согласованности между вращением шпинделя с каркасом или оправкой катушки и движением раскладывающего устройства с проводоводителем, снабженным реверсирующим устройством.
Величины намоточных станков с электроприводом различают по максимальным диаметрам обмоток обрабатываемых ими катушек, длинами последних и диаметрами обмоточных проводов.
При обмотке на полуавтоматических станках на долю ручных операций приходится: установка каркаса или оправки на станок; работы, связанные с изготовлением начальных и конечных выводов обмоток катушек; регулировка натяжения обмоточного провода с настройкой проводоводителя; пайка проводов; изолирование оголенных мест обмотки; закрепление выводов обмотки.
К автоматическим операциям относятся: раскладка обмоточного провода; реверс укладчика рядов; подача межрядовых бумажных прокладок; остановка станка при обрыве провода и при достижении заданного числа витков обмотки.
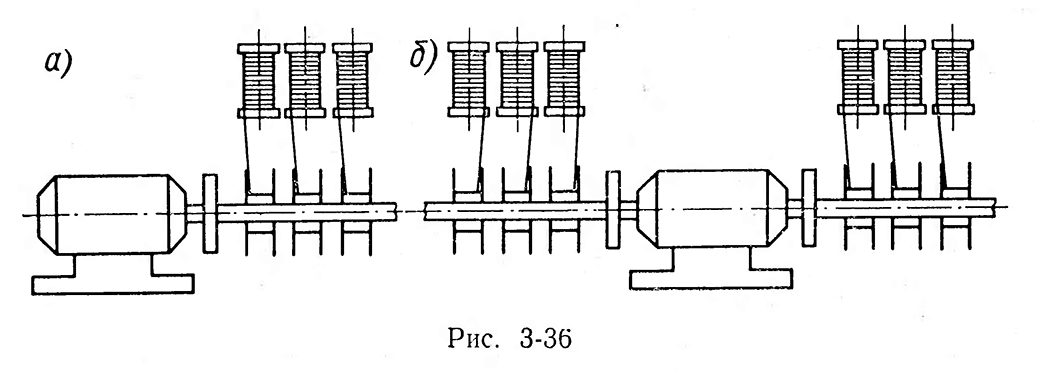
При массовом производстве начинают внедряться высокопроизводительные многоместные одношпиндельные (рис. 3-36, а), многошпиндельные (рис. 3-36, б) и многопозиционные обмоточные станки.
На рис. 3-37 изображена принципиальная схема шестипозиционного намоточного автомата карусельного типа для намотки каркасных катушек. Автомат имеет шесть шпинделей 3, равномерно расположенных на поворотном столе 1.

На первой позиции из магазина с каркасами подающее устройство 4 устанавливает на шпиндель 3 каркас катушки. Шпиндели установлены на планшайбах 2. После поворота стола на позиции II происходит намотка катушки шпулей 5 с проводом и механизмом регулирования натяжения, на позиции III происходит закрепление выводов катушки с помощью склеивающего приспособления 6; на позиции IV—контроль обмотки на наличие короткозамкнутых витков приставкой 7; на позиции V — удаление бракованных катушек; на позиции VI — снятие годных катушек со шпинделя.
При крупносерийном и массовом производстве перспективным направлением является применение высокопроизводительных специализированных намоточных станков и намоточных станков с программным управлением вместо универсальных.
Намоточные работы заканчиваются приемкой ОТК с замером сопротивления обмоток, качества выводов, бандажировки, проверкой предварительных геометрических размеров. Обмотка катушек переменного тока подлежит проверке на отсутствие короткозамкнутых витков.