При изготовлении изделий из неметаллических материалов штамповкой и резкой в электроаппаратостроении используется широкая номенклатура материалов, как-то: сложные пластики (текстолит, стекло и асботекстолит, гетинакс), фибра, электрокартон, оргстекло, миканит, кожа, фетр, резина, ткани, асбестовые изделия (бумага, картон, ткани) и др. Из этих материалов изготовляют шайбы, прокладки, детали каркасов катушек и другие изоляционные и конструкционные изделия.
Из дополнительных операций по обработке слоистых пластиков следует отметить токарную обработку, сверление, зенкование; резку производят ножницами с параллельными ножами, ленточными и циркульными пилами с надежным прижимом материала.
Предельные толщины вырубки: без подогрева: гетинакс— 1,5 мм, текстолит — 2 мм; с подогревом до 100—120°С: гетинакс и оргстекло — 3 мм, текстолит — 6,5 мм.
Чистота поверхности среза вырубки получается не выше 2— 3 класса, при требовании повышенного класса — применяют завистную штамповку, а при круглых вырубках, например шайбах, возможна токарная обработка контура пакетом на оправке.
Фибра, предварительно подвергнутая вымачиванию в воде комнатной температуры, допускает штамповку с вытяжкой, но при этом учитывается, что при высыхании размеры изделия уменьшаются.
Изготовление деталей из бумаги, картона, тонких слоистых и волокнистых пластиков производится ножевыми штампами — просечками с углом заострения для мягких материалов в 15—20°, а для гетинакса, текстолита, фибры 30—35°. Штамповка производится на фибровой или деревянной подкладке.
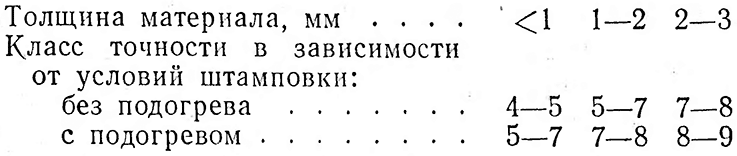
Ниже, по данным [44], приведены классы точности деталей, изготовляемых вырубкой из гетинакса и текстолита.
В табл. 3-10 приведены значения перемычек при вырубке деталей из гетинакса и текстолита.
Таблица 3-10
Толщина материала, мм | Перемычка, мм, при вырубке деталей из гетинакса | Перемычка, мм, при вырубке деталей из текстолита | ||||||
между | боковая | между | боковая | между | боковая | между | боковая | |
для круглых деталей | для прямоугольных деталей | для круглых деталей | для прямоугольных деталей | |||||
<0,5 | 1,5 | 1,5 | 2,0 | 2,0 | 1,3 | 1,5 | 1,5 | 1,5 |
0,5—1,0 | 1,5 | 1,5 | 2,0 | 2,0 | 1,3 | 1,5 | 1,5 | 1,5 |
1,0—1,5 | 2,0 | 2,5 | 2,0 | 3,0 | 1,5 | 1,7 | 1,5 | 2,0 |
1,5—2,0 | 2,5 | 3,0 | 3,0 | 3,5 | 2,0 | 2,2 | 2,0 | 2,5 |
2,0—2,5 | 3,0 | 3,5 | 3,5 | 4,0 | 2,5 | 3,0 | 3,0 | 3,5 |
2,5—3,0 | 3,5 | 4,0 | 4 5 | 5,0 | 3,0 | 3,5 | 4,0 | 4,5 |