Электромагнитные контакторы с выдержкой времени на замыкание главного контакта серии КУВ (рис. 5-12) предназначены для применения в установках постоянного тока напряжением до 320 В.
Контакторы имеют один размыкающий главный контакт без гашения электрической дуги , и применяются главным образом в качестве контакторов ускорения в схемах автоматического пуска электродвигателей постоянного тока.
Контакторы состоят из следующих основных частей: контактной системы, электромагнитной системы и вспомогательных контактов.
Контактная система мостикового типа состоит из неподвижных контактов 16 и подвижного контактного мостика 17, установленных на колодке 18. Рабочая часть контактов выполнена из серебра. Неподвижные контакты (они же и выводы) крепятся на изоляционной колодке 21, которая устанавливается на основании 10 магнитопровода.
Номер | Операция | Инструмент |
1 | Установка на основание 1 катушки 13, закрепление винтами с шайбами, заливка битумом | Отвертка |
2 | Установка на катушку неподвижного контакта 15, закрепление двумя болтами с шайбами | Ключ гаечный |
3 | Установка в катушку сердечника 17 двух пластин, закрепление винтами, кернение | Отвертка, кернер, молоток |
4 | Сборка (с основанием) контактодержателя 11 с рычагом 10, скрепление контактодержателя и рычага осью, шплинтование оси | Плоскогубцы |
5 | Установка сердечника 7 через окно основания, скрепление сердечника и рычага осью, шплинтование | » |
6 | Установка в рычаг и основание неподвижной оси 8, шплинтование ее | » |
7 | Установка на сердечник 7 отключающей пружины 6 |
|
8 | Установка втягивающей катушки 5, закрепление ее, одевание верхнего стакана 4, закрепление его | Отвертка |
9 | Регулировка хода сердечника с помощью шайб | » |
10 | Установка в верхнем стакане собранного вспомогательного контакта 2, закрепление винтами с шайбами | » |
11 | Регулировка провала и нажатия главных контактов и вспомогательного контакта с помощью шайб |
|
12 | Установка на основание камеры дугогаше- ния 18, закрепление винтами с шайбами | Отвертка |
13 | Набивка на заводской щиток данных и прикрепление его к основанию винтами | Набор цифр и букв, молоток |
отк | Проверка правильности сборки по чертежу. Проверка хода сердечника, провала и нажатия главных контактов и вспомогательного контакта |
|
Подвижный контактный мостик установлен в скобе 19. Нажатие на контакт осуществляется контактной пружиной 20. Размыкание контакта осуществляется колодкой 21, связанной с якорем магнитной системы при помощи скобы 22 и специальных призматических шайб 1.
Электромагнитная система — клапанного типа, состоит из сердечника 6 U-образной формы, залитого в алюминиевое (для контакторов на 150 и 300 А) или медное (для контакторов на 25 и 30 А) основание 10, якоря 5 и втягивающей катушки 9, намотанной на каркас с запрессованной медной гильзой или без нее.
Катушка закрепляется на сердечнике при помощи пружинной шайбы 8 и кольца 7. Подвижная система 11 практически уравновешена и удерживается в отключенном положении двумя перекидными и одной отключающей 3 пружинами. На якоре укрепляется немагнитная прокладка 4.
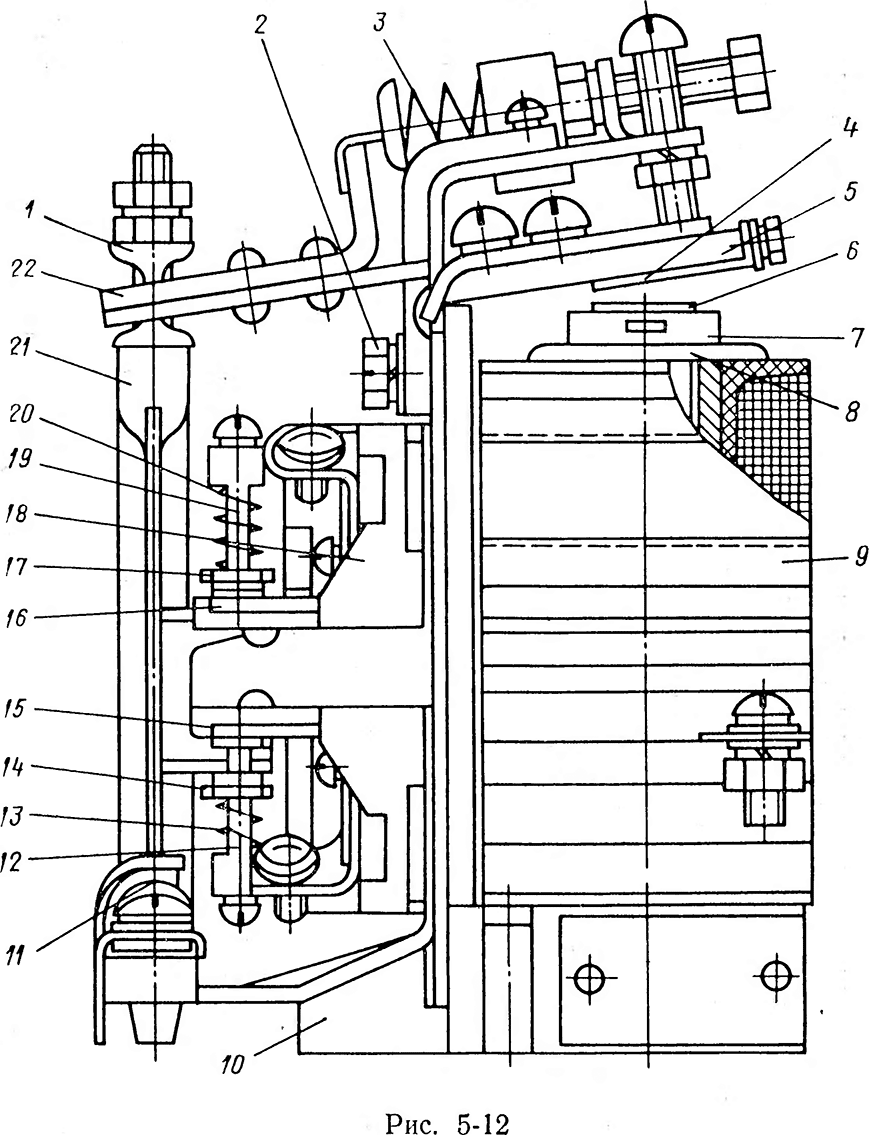
Вспомогательные контакты — мостикового типа 12 представляют собой отдельный конструктивный узел и состоят из неподвижных контактов 15, укрепленных на изоляционном основании, и подвижного мостика 14, передвигающегося по направляющим скобы 13.
Основные детали контактора — штампованные и литые.
Базовой деталью является сердечник, который изготовляется по технологическому процессу, изложенному в табл. 5-2.
Основным требованием, предъявляемым к сердечнику, является плоскостность поверхности, сопрягаемой с якорем, что обеспечивается обработкой в специальном приспособлении на токарном станке.

Приспособление для проточки контактной поверхности сердечника (рис. 5-13) устанавливается на шпинделе токарного станка типа 1К62.
Номер | Операция | Оборудование, | Рабочий и мерительный инструмент | |||
1 | Фрезерование литников | Горизонтально-фрезерный станок, тиски | Фрезерная головка, штангенциркуль | |||
2 | Опиливание наплывов после заливки | Верстак, тиски | Напильник | |||
3 | Рихтовка сердечника | Рихтовочная плита, приспособление | Молоток, калибр | |||
отк | Контроль опиливания и рихтовки |
| Калибр | |||
4 | Проточка контактной поверхности | Токарный станок, приспособление | Резец, линейка лекальная, штангенциркуль | |||
отк | Проверка размеров по чертежу и отклонения от параллельности 0,02 шах |
| Штангенциркуль, линейка поверочная | |||
5 | Снятие заусенцев после токарной обработки | Верстак, тиски | Напильник | |||
6 | Фрезерование канавок | Горизонтально-фрезерный станок, приспособление | Фреза дисковая, штангенциркуль | |||
ОТК | Проверка размеров по чертежу |
| Штангенциркуль | |||
7 | Опиливание заусенцев после фрезерования | Верстак | Напильник | |||
8 | Сверление отверстий | Вертикально-сверлильный станок | Сверло, штангенциркуль | |||
9 | Снятие заусенцев в отверстиях после сверления | Вертикально-сверлильный станок, тиски | Сверло | |||
10 | Нарезание резьбы | Вертикально-сверлильный станок, тиски | Метчик | |||
ОТК | Проверка расположения отверстий и размеров диаметров |
| Штангенциркуль | |||
Номер | Операция | Оборудование, | Рабочий и мерительный инструмент | |||
11 | Цинкование | Оборудование гальванического цеха |
| |||
отк | Контроль покрытия | Визуально |
| |||
12 | Покрытие эмалью основания сердечника | Оборудование малярного участка |
| |||
ОТК | I Контроль покрытия | Визуально |
| |||
Примечание. Межоперационная и цеховая транспортировка должна производиться в специальной таре. | ||||||
Приспособление — многоместное, для одновременной обработки шести деталей. Каждый сердечник устанавливается на регулируемую пяту 2 и закрепляется прижимной планкой 3.

Рис. 5-14
Работа ведется на малых подачах, черновым - (материал режущей части резца— Т5К10) и чистовым (материал режущей части резца — Т15К6) резцами. Приспособление имеет защитный кожух 1.
Схема базирования и крепления детали показана на рис. 5-14.
Базирование по цилиндрической части — на двух призматических поясках, а прямоугольной части — на одном цилиндрическом с насечкой пояска у поверхности, подлежащей обработке. Крепление производится специальной планкой с усилием прижима, направленным непосредственно на базирующие поверхности. Такое базирование и крепление обеспечивает минимальную деформацию и способствует получению наименьших погрешностей.
Сборка контактора ведется на верстаках индивидуальным способом. Выдержка времени регулируется путем подбора немагнитной прокладки 4 (рис. 5-12) между якорем и сердечником.