С целью получения контактных поверхностей на концах соединительных проводов и кабелей необходимо снять в этих местах изоляцию, состоящую в основном из резины, пластика или хлопчатобумажной оплетки.
Операция очистки концов проводов и кабелей состоит из двух переходов — надрезание изоляции и стягивания ее с конца провода. При очистке концов проводов от изоляции не допускается надрез жил или отдельных проводников. В тех случаях когда изоляция очень прочно склеена с жилой провода, снятие ее производится путем обжига на раскаленных электрическим током нихромовой пластине или проводе. Этот способ целесообразно применять для удаления волокнистой изоляции. Длина очищенных от изоляции участков концов проводов разная и выбирается в зависимости от сечения провода, например: сечение жилы от 0,5 до 25 мм2 — длина зачистки от 5 до 17 мм.
Для облегчения и повышения производительности труда очистка от изоляции концов проводов и кабелей за последнее время, в основном, механизирована. На предприятиях электротехнической промышленности имеются приспособления с механическими и пневматическими приводами, станки и полуавтоматы. На предприятиях единичного производства еще существуют ручные инструменты для очистки проводов от изоляции.
Одно из приспособлений с пневматическим приводом для очистки от изоляции концов проводов изображено на рис. 4-20. Приспособление рассчитано на применение в серийном и массовом производстве.
Провод или кабель вставляется в отверстие приспособления до упора (рис. 4-20, а). При включении сжатого воздуха от сети стойка 5 посредством пневматического механизма опускается, пальцы 10, соединенные со стойкой 5, поворачивают рычаги 9 на осях 11.
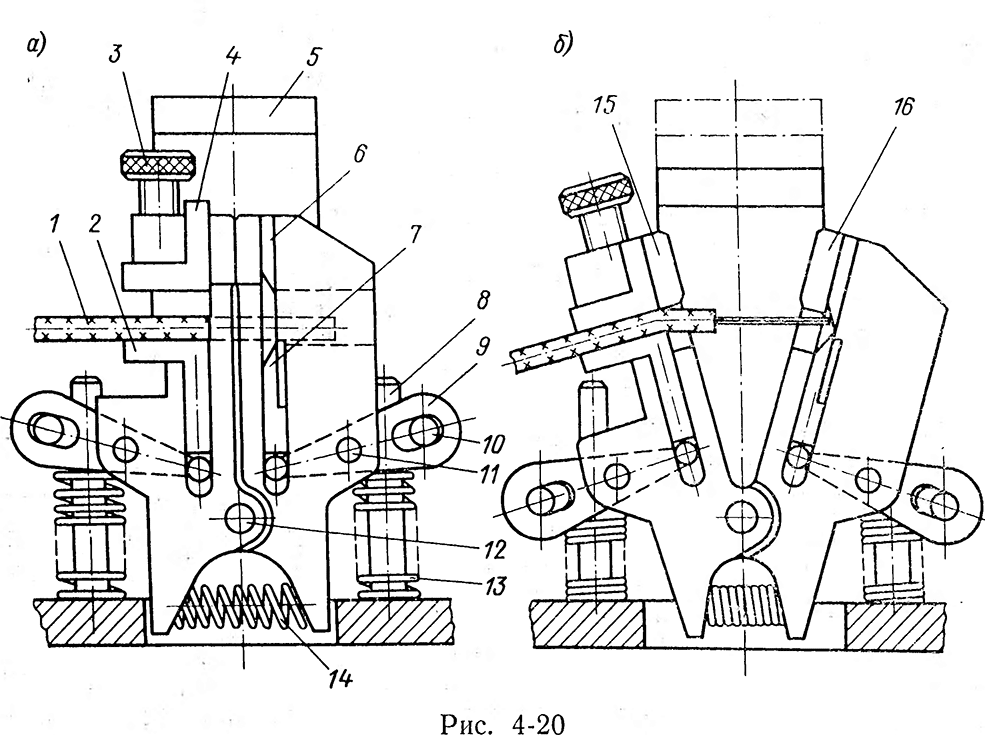
Противоположный конец одного рычага подымает зажимный ползун 2 к опорному ползуну 4, и осуществляется зажим провода 1. Одновременно другой рычаг 9 подводит подвижный нож 7 к неподвижному ножу 6. Происходит надрезка изоляции провода. Ножи изготовлены с вогнутой режущей кромкой радиусом, несколько большим радиуса провода.
Второй переход операции заключается в том, чтобы снять изоляцию с конца провода. Приспособление состоит из двух раздвижных частей 15 и 16 (рис. 4-20,б). После зажима провода и надрезки изоляции под действием пневматического привода раздвижные части приспособления поворачиваются в противоположные стороны на оси 12. Производится снятие изоляции с конца провода ножами 6 и 7. При включении сжатого воздуха под действием пружин сжатия 13, установленных на направляющих колонках 8, рычаги 9 поднимаются в исходное положение, зажимный ползун 2 и подвижный нож 7 опускаются, освобождая очищенный от изоляции конец провода. Пружина сжатия 14 соединяет разъемные части приспособления 15 и 16 (рис. 4-20, б). Винт 3 служит для регулировки опорного ползуна 4 при настройке приспособления. Предусмотрена в конструкции и регулировка неподвижного ножа 6.
Приспособление данной конструкции рассчитано на очистку от изоляции проводов и кабелей широкого диапазона диаметров сечения с учетом смены ножей. Продолжительность машинного времени, необходимого для очистки конца провода, измеряется в пределах одной секунды.
По принципу конструкции данного приспособления разработана конструкция станка, называемого «роторным», с пневматическим приводом для очистки от изоляции концов проводов и кабелей. Станок многогнездный, каждое гнездо предназначено для определенного диапазона сечений проводов. Для очистки концов проводов следующего сечения достаточно повернуть цилиндрическую головку. Такие станки в эксплуатации на электротехнических предприятиях дали положительные результаты.