Гибка - это процесс является формоизменяющей технологической операцией за счет пластической деформации материала заготовок из профильного или листового проката. Работу выполняют холодной штамповкой на листогибочных станках и кромкогибочных прессах. Гибку штамповкой производят с прижимом и без прижима. Прижим не допускает смещения заготовки в процессе гибки, и поэтому обеспечивается повышенная точность изделия.
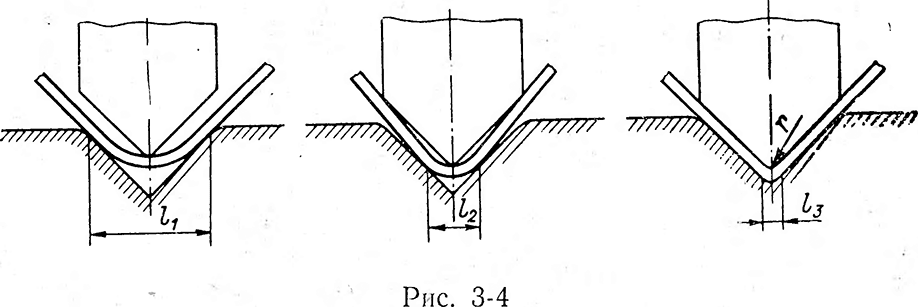
На рис. 3-4 изображена последовательность процесса гибки штампом с уменьшением как радиуса кривизны, так и плеча изгиба (l1, l2, l3), причем только в конце хода пуансона, в результате глухого калибрующего удара, заготовка принимает очертание рабочей части пуансона r.
При работе на листогибочном станке (рис. 3-5) работу производят либо по упору с соответствующей· настройкой станка, либо по разметке. Во втором случае заготовка 2 на станке 3 устанавливается так, чтобы риска разметки 5 совпадала с кромкой 6 прижима 1. После прижима заготовки поворотом па заданный угол фартука 4 по часовой стрелке осуществляется гибка заготовки. Следует отметить, что за счет различных положений заготовок с использованием подкладочных реек различного профиля и смещения фартука получают довольно сложные конфигурации листогнутых деталей [62].
Вследствие того что верхняя плоскость кромки прижима расположена под углом 45°, максимальный поворот фартука лежит в пределах 135°, а соответственно и углы гиба заготовок на листогибочном станке лежат в таких же пределах.
При изготовлении из листового материала гнутого профиля, требующего переворачивания заготовок, расстояние между линиями гиба должно быть больше толщины фартука, это относится и к ширине изгибаемых кромок.
На рис. 3-6 изображена схема работы кромкогибочного пресса: на столе 1 крепится обычно многогнездная матрица 2, сменный пуансон 3 устанавливается на ползуне станка, Подвергаемая гибке заготовка 4 устанавливается обычно по упору. Угол гиба заготовки задается глубиной погружения пуансона в раствор матрицы. При сгибе пластическая деформация материала сосредоточивается в основном в месте соприкосновения пуансона с заготовкой, и, так как напряжения в наружных волокнах листов обычно значительно превышают предел текучести материала, расчеты ведут по пределу прочности.
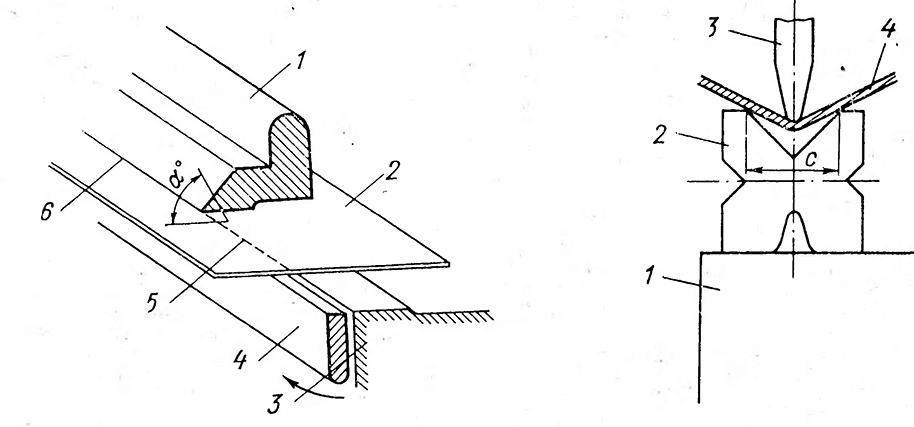
Рис. 3-5 Рис. 3*6
Необходимое усилие (в Ньютонах) пресса рассчитывают по формуле
![]()
где 1, 2— коэффициент, учитывающий трение заготовок о кромки матрицы, упрочение материала и пр.; σв — предел прочности материала, Па; δ — толщина листа заготовки, м; b — ширина заготовки, м; с — значение раствора матрицы, м.
Для предотвращения образования трещин из-за наличия заусенцев на заготовках, обработанных по контуру механической резкой на ножницах, при гибке заготовки располагают заусенцами внутрь углов гиба. Гибка листовых заготовок на листогибочных станках и кромкогибочных прессах, помимо явлений пластической деформации материала, сопровождается и остаточной упругой деформацией, сказывающейся на распрямлении материала после процесса гибки на небольшой угол пружинения (последний обычно компенсируется пробными гибками).