Изготовление контактов к автоматам серии ВАБ.
Особенность технологии изготовления подвижных контактов быстродействующих автоматов серии ВАБ (рис. 3-32) состоит в их специальном исполнении. Токоведущая часть контакта выполнена из дюралюминия разобщенных пластин 3, изготовляемых холодной штамповкой с калибровкой. Сменная часть 1 контакта выполняется пайкой из посеребренных медных пластин. Эти пластины после пайки образуют массивный контакт с требуемым количеством хвостовиков, которыми контакт входит в соединение с дюралюминиевыми пластинами 3. Стягивающие контактные поверхности болты 2 выполняются из немагнитной бронзы марки БРАЖМц 10-3-1.
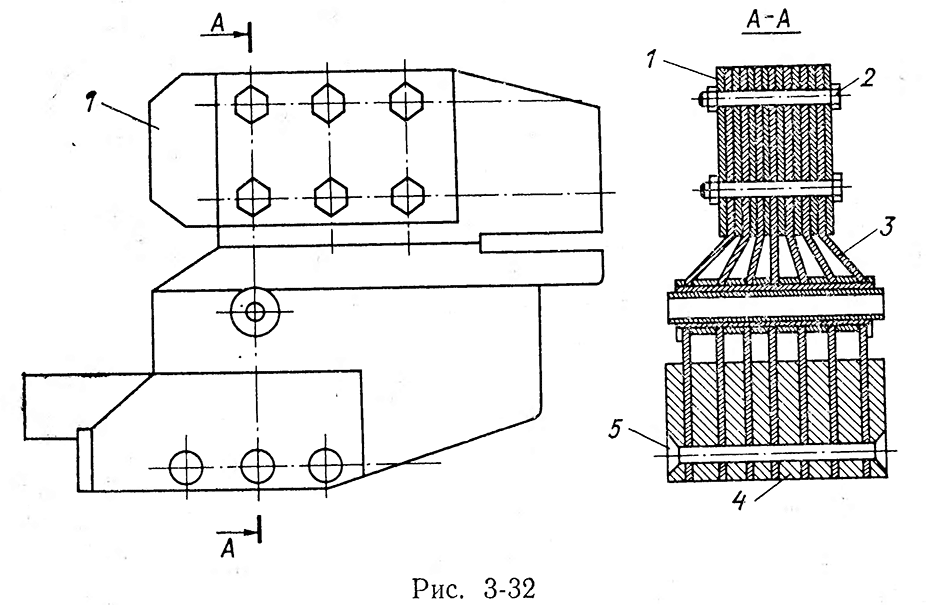
Рычаг подвижного контакта оканчивается медной колодкой 4, соединяемой с дюралюминиевыми пластинами 3 посредством заклепок 5. К этой колодке присоединяется гибкий токопровод. У автоматических выключателей на номинальные токи 5—10 кА и выше гибкие токопроводы заменяют шарнирными с медной или бронзовой осью 3, покрытой слоем серебра; слоем серебра покрывают и отверстие шарнира. Избегают применять дюралюминий для подвижных контактов из-за эксплуатационной ненадежности контактного соединения между сменным контактом и дюралюминиевыми пластинами.
Изготовление гибких токопроводов.
Гибкое соединение обычно является частью токопровода, осуществляющего электрическое соединение двух токоведущих частей, которые в процессе срабатывания аппарата перемещаются относительно друг друга. В зависимости от конструкции гибкие токопроводы изготовляются как из фольги медной рулонной толщиной 0,06— 0,13 мм (ГОСТ 5638—51), так и из медного гибкого провода марок ПЩ и ПЩС сечением 0,3—10 мм2. Для получения требуемых сечений ленты собирают в пакеты, а гибкие проводники сплетают в жгуты (литцы).
В процессе изготовления гибких соединений из фольги ее (после резки на требуемую ширину) наматывают на подготовленный шаблон и полученную заготовку подвергают гибке с приданием ей необходимой формы.
Последующей операцией является установка на концы заготовки наконечников с креплением медными заклепками и одновременным обжатием. После этого производят сверление отверстий, снятие заусенцев и пропаивание концов гибкого соединения с наконечниками. Флюсом может быть только канифольный раствор в спирте.
При изготовлении гибких токопроводов из провода марок ПЩ и ПЩС требуется операция плетения проводов в жгут, резка мерных заготовок, установка наконечников, их крепление с обжатием, пайка и сверление отверстий.