Общие требования.
Удобство эксплуатации аппаратов и комплектных устройств, а также внешний вид монтажа проводов, кабелей и шин с эстетической точки зрения зависят от способа и качества укладки проводов, кабелей и шин. Основными требованиями, которыми должен руководствоваться конструктор, технолог и монтажник, являются:
- Провода, кабели и шины должны быть расположены по прямым линиям с аккуратными изгибами главным образом под углом 90°, с плавным радиусом закругления и минимальным числом пересечений.
- Для электрических цепей различного назначения следует применять провода разных цветов и расцветок, а шины окрашивать в разные цвета.
- Стенки ящиков, каркасов, шкафов, комплектных устройств, на которых укладываются провода и кабели, следует окрашивать в светлые тона, тогда аппараты, а также провода и кабели будут отчетливо выделяться на светлом фоне.
4. Монтаж элементов электрических аппаратов, выполняемый посредством проводов, кабелей и шин, следует проводить согласно требованиям, указанным в конструкторской документации. При наличии разработанной технологической документации по монтажу в конструкторской документации должна быть ссылка на технологическую документацию вообще или на конкретные пункты, если для этого имеется необходимость. Когда к монтажу предъявляются дополнительные требования, не предусмотренные технологической документацией, эти требования должны быть указаны дополнительно в конструкторской или технологической документации.
- В жгутах, связанных из проводов с полиэтиленовой изоляцией, длину концов проводов, подходящих к элементам, следует оставлять с запасом на одну повторную заделку.
- Провода, присоединяемые к подвижным элементам, должны иметь запас по длине, обеспечивающий необходимое перемещение элементов, с добавлением запаса провода на две-три повторные заделки.
- Под один зажимной контакт допускается подключение не более трех наконечников или концов-закруток.
- Зажимные контакты должны быть закреплены контргайкой так, чтобы можно было демонтировать изделие; крепление производить красной эмалью, изготовленной па основе нитроклея АК-20.
- Монтажные провода и кабели не должны быть расположены на кромках и ребрах панелей, каркасов и корпусов аппаратов. В отдельных случаях допускается прокладка проводов и кабелей на ребрах и кромках при условии установки резиновых втулок, прокладок и других деталей, предохраняющих провода от повреждения. Движущиеся детали и узлы не должны касаться проводов и кабелей.
- Расстояние между проводами и сильно нагревающимися элементами должно быть указано в ‘чертеже. Расстояние между оголенными проводами и другими элементами и токоведущими поверхностями, а также расстояние утечки по поверхности изоляции выбирается в соответствии с приведенными ниже данными:
Напряжение, В ............................................ 250 250—400 400—600 600—700
Допускаемый минимальный электрический зазор по воздуху, мм 4 5 7 10
Допускаемое наименьшее расстояние
утечки по поверхности изоляции, мм 15 17 22 28
Указанные значения рекомендуется увеличивать, если это не приведет к увеличению габаритов и массы комплектующих деталей, узлов и аппаратов в целом.
- Изоляция монтажных проводов не должна касаться неизолированных элементов, находящихся под токовой нагрузкой. Заземляющие перемычки и провода выполняются неизолированными, с условием если они не могут вызвать замыканий монтажа.
Монтаж приборов и комплектующих аппаратов следует производить после полной механической обработки, проверки правильности крепления и надежности всех монтируемых элементов. Установку и механическое крепление отдельных узлов и деталей в процессе монтажа, а также изменение последовательности разрешается производить только в технологически необходимых случаях.
12. Механические работы по месту (сверление, нарезание резьбы и т. п.) следует проводить в исключительных случаях с учетом устранения всяких возможностей засорения изделия металлическими стружками и другими предметами. В процессе монтажа необходимо исключить попадание обрезков и других технологических отходов между деталями и узлами аппарата. По окончании монтажа электрический аппарат необходимо очистить от остатков отходов, пыли и других посторонних предметов.
Применяются разные способы очистки: продувка сжатым воздухом от сети, продувка промышленным пылесосом, очистка кисточкой, тампоном и другие методы. В зависимости от конструкции электрического аппарата служба технолога определяет вид очистки изделия.
Резка проводов и кабелей.
Резка проводов и кабелей на определенную длину производится с помощью ручных ножниц, ножниц с пневматическим или механическим приводом, на станках, полуавтоматах и автоматах. Выбор метода отрезки в основном диктует серийность производства. Для того чтобы получить правильный срез и избежать сминания материала в местах среза, как правило, ножи изготовляют с углублением режущей части или с отверстием, диаметр которого несколько больше диаметра провода или кабеля, с таким расчетом, чтобы провода свободно заходили в углубленную часть ножа или отверстия.
С введением механизации для очистки концов проводов и кабелей от изоляции широко стали применять ножи с прямыми режущими кромками. На рис. 4-19 изображена схема приспособления для отрезки проводов и кабелей. Приспособление устанавливается на столе 14 и крепится болтами. Провод или кабель 1 подается вручную до установленного на определенную длину упора 6. На направляющей линейке 5 нанесены деления с указанием размера от неподвижного ножа 4. (Деления на направляющей линейке предусмотрены с целью экономии времени при настройке приспособления для отрезки провода определенной длины.) Подвижный нож 3 закреплен на кронштейне 2, который в свою очередь соединен со стойкой 10 осью 9. Плунжер 11 связан с поршнем пневматического привода 12. Для того чтобы произвести отрезку провода, достаточно включить сжатый воздух рычагом 13, при этом плунжер 11 поднимется, повернет кронштейн 2 на ось 9 и нож 3 опустится. При отключении сжатого воздуха пружина сжатия 8, установленная между кронштейном 2 и скобкой 7 вернет кронштейн в исходное положение. Это приспособление является простым в изготовлении, высокопроизводительным и надежным в эксплуатации.
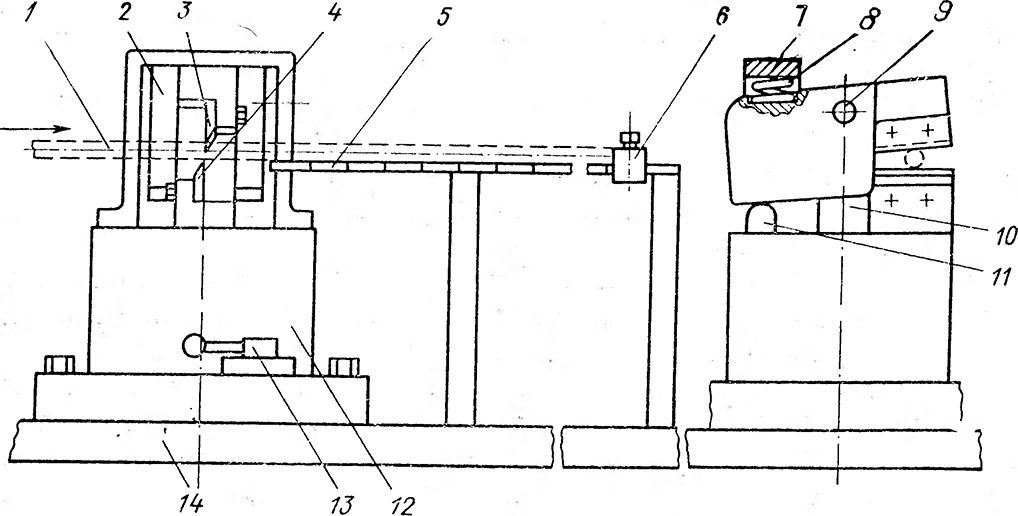
Рис. 4-19
В массовом и крупносерийном производстве применяются автоматы для изготовления проводов. Автоматы выполняют следующие операции: отрезку проводов, снятие изоляции с двух концов, пайку и обжимку наконечников. Производительность автоматов до 10—12 тыс. проводов за смену.