3. Выключатели автоматические воздушные переменного и постоянного тока
Автоматические выключатели предназначаются для защиты электрических цепей постоянного и переменного тока при коротких замыканиях и для нечастных оперативных включений и отключений этих цепей при номинальных режимах. Автоматические выключатели могут осуществлять также минимальную защиту.
Автоматические выключатели, выполненные без максимальных расцепителей и селективной пристройки, предназначены для использования в качестве неавтоматических выключателей; они рассчитаны на применение в условиях вибраций, наклонов, при температуре окружающего воздуха до 50° С и относительной влажности воздуха не более 98%.
Автоматические выключатели предназначены для эксплуатации в среде, не содержащей взрывоопасных и разъедающих металл и изоляцию газов и паров, а также токопроводящей или взрывоопасной пыли.
По конструкции селективные автоматические выключатели и выключатели различных величин подобны, и многие их узлы и детали являются одинаковыми.
Автоматические выключатели или выключатели состоят из двух, основных узлов: основного механизма и привода. Привод может быть дистанционный пружинно-моторный или ручной рычажный.
Основной механизм состоит из контактной части, дугогасительного устройства, изоляционных стенок и механизма свободного расцепления.
В основной механизм автоматического выключателя встраиваются следующие пристройки: расцепители максимальные; селективная пристройка;
расцепители отключающий, или нулевой; выключающий электромагнит; коммутатор.
На рис. 5-23 показана конструкция автоматического выключателя типа AM.
Контактная часть. Состоит из главного подвижного контакта 25 (рис. 5-23), главных неподвижных контактов 4, 26, дугогасительных контактов 2, 30.
Для осуществления большого количества контактных точек главный подвижный контакт 25 выполняется в виде парных роликов. Оси роликов обработаны по сферической форме, что обеспечивает самоустанавливание контактов.
Ролики изготовлены из меди и плакированы по контактной части серебром. Количество роликов на одном полюсе определяется номинальным током автоматического выключателя. При включении автоматического выключателя первыми замыкаются дугогасительные контакты 2, 30, а затем — главные контакты; при отключении автоматического выключателя размыкание контактов происходит в обратной последовательности. Это исключает появление дуги на главных контактах. Подвижным контактам движение сообщается через контактный вал 3, на котором помещается главный подвижный контакт 25. Последний, вращаясь вокруг оси, перемещает дугогасительный контакт 2 к дугогасительному контакту 30.
Одновременно главные подвижные роликовые контакты 25 перемещаются к серебряным пластинкам неподвижных контактов 4, 26 перекатываясь по внутренней стороне главного неподвижного контакта 26.
Контактная система при этом идет на замыкание. Полное замыкание контактов происходит при повороте контактного вала 3 на угол 65±2°.
На рис. 5-23 контактная часть автоматического выключателя изображена во включенном положении. Неподвижный дугогасительный контакт 30 имеет компенсационное устройство, использующее электродинамические силы отталкивания, которые возникают между двумя проводниками с разным направлением тока в них. Благодаря такому устройству при замыкании дугогасительных контактов возникают силы электродинамического отталкивания между стойкой и дугогасительным контактом 30. Эти силы прижимают контакт 30 ко второму дугогасительному контакту 2\ сила этого давления тем больше, чем больше протекающий через контакты ток.
Дугогасительное устройство предназначено для гашения электрической дуги в. специальной дугогасительной камере, которая изготовляется из дугостойкого материала и помещается в стальной кожух.
Внутренние стенки камеры сходятся в узкую щель и имеют сильно развитую охлаждающую поверхность в виде лабиринта. Дуга, возникающая на дугогасительных контактах при отключении автоматического выключателя, под действием электродинамических сил растягивается, переходит на дугогасительные рога и, перемещаясь внутри камеры, интенсивно охлаждается и гаснет. Стальной кожух, в котором помещена дугогасительная камера, является магнитопроводом, который также способствует движению дуги в камеру.
Максимальные расцепители предназначены для автоматического отключения автоматического выключателя при токах короткого замыкания.

Магнитопровод максимального расцепителя 19 (рис. 5-23) охватывает контакт 26; таким образом магнитное поле тока, проходящего через неподвижный контакт, намагничивает магнитопровод максимального расцепителя. При прохождении тока, равного или превышающего величину тока уставки .максимального расцепителя, его якорь 24 притягивается к сердечнику, при этом ролик якоря 22, ударяя по рычагу 23, поворачивает отключающий селективный вал. Это приводит посредством механизма свободного расцепления к отключению автоматического выключателя.
Для регулировки величины тока срабатывания при коротких замыканиях в максимальных расцепителях предусмотрены регулируемые возвратные пружины, соединенные с регулировочным винтом 20.
Селективная пристройка предназначена для осуществления выдержки времени при отключении в зоне токов короткого замыкания и установлена па крайней стенке автоматического выключателя. Выдержка времени достигается за счет действия часового механизма селективной пристройки.
Отключающий, или нулевой, расцепитель 13 (рис. 5-23) крепится в автоматическом выключателе четырьмя винтами 9. Отключение автоматического выключателя посредством отключающего, или пулевого, расцепителя происходит мгновенно, независимо от величины уставки на время замедленного срабатывания. Отключающий расцепитель предназначен для дистанционного отключения автоматического выключателя.
Нулевой расцепитель предназначен для автоматического отключения автоматического выключателя при снижении напряжения в главной цепи ниже допустимого. В исходное положение взводится кулачком 14.
Электромагнит включающий предназначен для дистанционного включения трехполюсных автоматических выключателей. Конструктивно он ничем не отличается от расцепителя отключающего.
Коммутатор, установленный в автоматическом выключателе, кренится четырьмя винтами, служит для осуществления сигнализации, электрической блокировки и электрических соединений внутри привода автомата.
Особенности технологических процессов и оснастки для изготовления деталей и узлов автоматических выключателей.
Основными конструкционными элементами, как видно из вышесказанного, являются изоляционные стенки (рис. 5-24). В отверстия стенок устанавливаются все валы, между стенками на шипах устанавливаются главные неподвижные контакты и т. д. Расцепители, селективная пристройка и дугогасительное устройство монтируется на изоляционных стенках. Стенка должна обладать высокими механическими и изоляционными свойствами, иметь высокую точность изготовления и расположения отверстий, обеспечивающих точную безотказную работу кинематических цепей. Она прессуется из пластмассы типа АГ-4, после прессования подвергается нормализации с целью исключения деформации, достижения необходимых изоляционных свойств и снятия внутренних напряжений, которые могут вызвать появление трещин во время механической обработки и эксплуатации. В отдельных местах для обеспечения максимальной прочности и износостойкости стенка армируется латунными втулками. Так как латунь легко обрабатывается, ее обработка не вызывает внутри пластмассы больших напряжений. Предварительно обрабатываются плоскости арматурных втулок в размер на вертикально-фрезерном станке, обеспечивая при этом установочную базу для дальнейшей обработки. Затем изоляционная стенка поступает на обработку на агрегатный станок (рис. 5-25), имеющий 26 шпинделей. Одновременная обработка основных отверстий позволяет получить максимальную точность взаимного расположения. В центре станины станка, имеющей круглую форму, установлено зажимное приспособление 5 для базирования и крепления обрабатываемых деталей.

Зажимное приспособление состоит из корпуса, к которому крепится пневматический цилиндр, от цилиндра через шток и рычаг усилие зажима передается на подвижную планку, несущую кондукторные втулки и две пятки, которые прижимают деталь к базовой поверхности. При обработке детали базируются на двух пальцах: цилиндрическом и ромбическом. Кондукторные втулки необходимы для направления инструмента во время обработки. Кондукторные втулки для направления расточных оправок Ǿ32А и Ǿ 52А изготовлены «плавающими». На станке веерообразно установлены четыре силовые головки. Все они расположены горизонтально. Каждая силовая головка имеет индивидуальный электропривод, для удобства загрузки детали головки смонтированы на приводных салазках. Каждая из четырех головок оснащена многошпиндельной насадкой: 1 и 3 — восьмишпиндельной; 2 — четырехшпиндельной; 4 — шестишпиндельной.
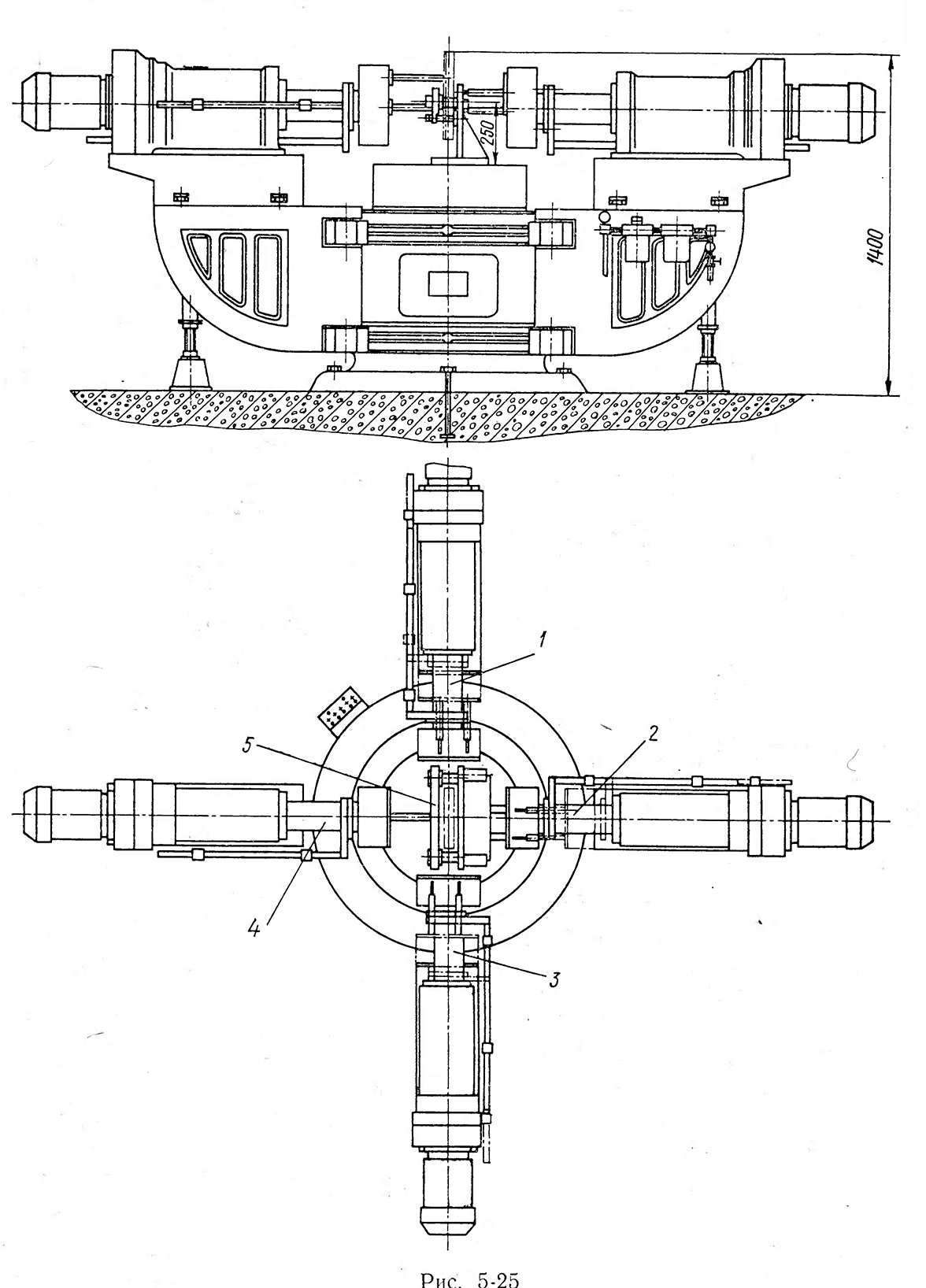
Головки — механические с выдвижной пинолью. Насадка на головке 4 оснащена четырьмя сверлильными настройками и двумя расточными оправками с регулируемыми выдвижными резцами. Точность регулировки расположения резцов в радиальном направлении 0,01 мм.
После установки детали на базовые пальцы посредством нажатия кнопок на кнопочной станции двумя руками одновременно происходит зажим детали и включение подачи. Это сделано с целью исключения травматизма. Отжим обработанной детали происходит после окончания цикла автоматически.
Загрузка и рабочий цикл не совмещены. Установка и снятие детали производится после окончания цикла. Для обработки стенки другого типа необходимо произвести перестановку базовых пальцев.
Органы управления станком сосредоточены на специальном пульте, расположенном у рабочего места оператора.
Производительность станка —20 деталей в час; количество электродвигателей — 8 шт.; масса станка — 3700 кг.
После обработки на агрегатном станке в некоторых отверстиях производят нарезание резьбы и снятие заусенцев. Деталь подвергают контролю на специальном шаблоне. Отверстия 0 32А и 0 52А проверяют индикаторным нутромером.