Пайку применяют в тех случаях, когда отсутствует возможность применения сварки и опрессовки.
Марка | Температура плавления, °С | Состав припоя, % | |||
Цинк | Олово | Медь | Алюминий | ||
А | 400—425 | 58—58,5 | 40 | 1,5—2 |
|
ЦО-12 | 500—550 | 88 | 12 | — | — |
ЦА-15 | 550—600 | 85 | — | — | 15 |
Пайку алюминиевых жил выполняют припоями, приведенными в табл 4.1, медных жил — припоями по табл. 4 2.
Наибольшее распространение при пайке алюминиевых жил получили припои марок А и ЦО-12. При отсутствии эти припои заменяют ЦА-15.
Таблица 4.2 Припои для пайки медных жил
Марка припоя | Температура плавления, °С | Области преимущественного применения припоев |
ПОССу 61-0,5 | 183—189 | Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин |
ПОССу 40 0,5 | 183—235 | Для лужения и пайки обмоток электрических машин, для пайки монтажных элементов, кабельных изделий |
ПОССу 35-0,5 | 183—245 | Для лужения и пайки свинцовых кабельных оболочек |
ПОССу 40-2 | 185—229 | Припой широкого назначения |
Пайку производят с помощью пропано-кислородной горелки; пайку однопроволочных жил 2,5—10 мм2 можно выполнять также с помощью паяльника.
Алюминиевые и медные жилы. Жилы сечением до 10 мм2. Соединение и ответвление выполняют пропаянной скруткой, оконцевание — оформлением в кольцо.
Однопроволочные алюминиевые жилы 2,5—10 мм. Пайку соединений и ответвлений выполняют путем двойной скрутки с желобком (рис. 4.14). С жил удаляют изоляцию, зачищают до металлического блеска и подготовляют, как указано на рис. 4.14. Нагревают соединение пламенем пропан-кислородной горелки до начала плавления припоя. Палочкой припоя А, введенной в пламя, потирают желобок с одной стороны.
По мере прогрева соединения жилы начинают облуживаться и желобок заполняется припоем. Аналогично облуживают жилы и заполняют припоем желобок с другой стороны. Соединяемые жилы и места скрутки облуживают припоем также с внешних поверхностей. После остывания место соединения изолируют.
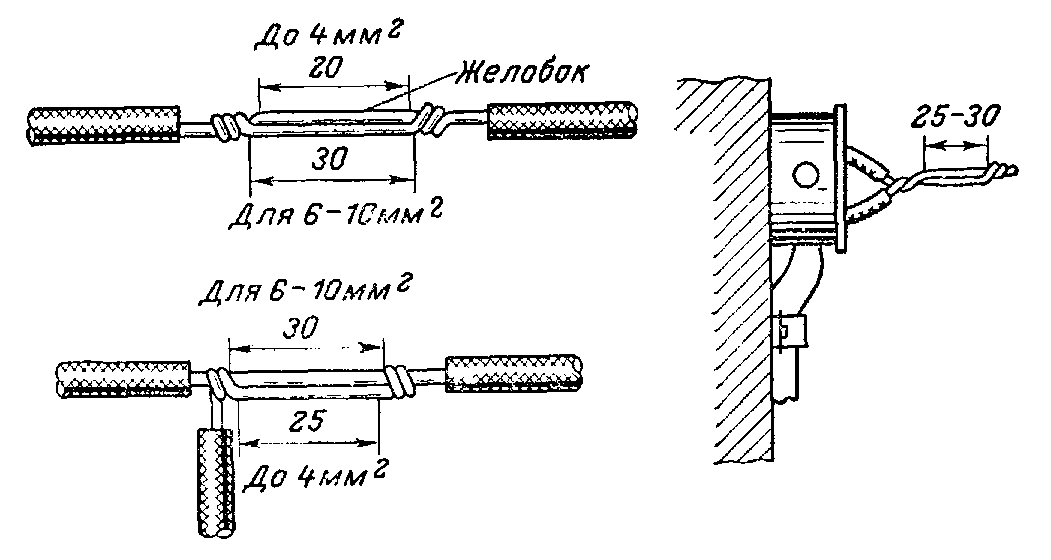
Рис. 4 14. Соединение и ответвление алюминиевых проводов пайкой путем двойной скрутки с желобком
Однопроволочные и многопроволочные медные жилы 1,5—10 мм2. Соединение и ответвление проводов выполняют пропаянной скруткой (без желобка). Изоляцию с конца жилы удаляют на длине 20—35 мм, зачищают жилу наждачной бумагой до металлического блеска, скручивают соединяемые жилы и пропаивают их паяльником или в ванночке с расплавленным припоем ПОССу 40—0,5 (могут применяться припои и других марок по табл. 4.2). При пайке применяют флюс — канифоль или спиртовой раствор канифоли. Место пайки после остывания изолируют.
Оконцевание многопроволочных жил 1—2,5 мм2 выполняют в виде кольца с последующей полудой; для этого снимают изоляцию с конца жилы на длине 30—35 мм, зачищают ее до металлического блеска наждачной бумагой, круглогубцами выгибают конец жилы в виде кольца, покрывают его канифолью или раствором канифоли в спирте и погружают на 1—2 с в расплавленный припой ПОССу 40— 0,5; после остывания изолируют жилу до кольца.
Многопроволочные алюминиевые жилы 16—150 мм2. Перед пайкой соединений и ответвлений снимают с конца жилы изоляцию на длине 50—70 мм. Перед снятием бумажной изоляции у места ее обреза накладывают нитяной бандаж, затем плоскогубцами ослабляют повив проволок жилы и тканью, смоченной в бензине, удаляют пропиточный состав. Жилы с резиновой и пластмассовой изоляцией этой операции не требуют. Жилу секторной формы скругляют с помощью пресса и набора инструмента ИСК. Многопроволочные жилы можно скруглять с помощью универсальных плоскогубцев. Очищенный от изоляции конец жилы разделывают ступенями, как показано на рис. 4 15, а; на край изоляции навивают несколько витков шнурового асбеста; подогревают жилы пламенем пропан-бутановой горелки или бензиновой паяльной лампы; после начала плавления палочки припоя А, введенной в пламя, наносят его на всю ступенчатую поверхность повива проволок и на их торцы, при этом для полного облуживания проволок поверхность жилы тщательно натирают стальной кисточкой.

Рис 4 15 Соединение и ответвление алюминиевых жил пайкой а — ступенчатая разделка жил, 6 — соединение жил, в — ответвление жил, 1 — изоляция 2 — защитный экран, 3 — форма, 4 — ступенчатая разделка жил, 5 — асбест, 6 — проволока для скрепления формы
На этом процесс облуживания жилы заканчивается. После этого подматывают на жилу у предполагаемого края формы асбестовый шнур; укладывают концы жил в разъемную форму; укрепляют форму на жилах специальными замками или проволочными бандажами и надевают на жилы защитные экраны (рис. 4.15, б и в), а при больших сечениях жил устанавливают охладители. Нагревают форму пламенем, начиная со дна средней части и далее по всей поверхности, до начала плавления припоя, пруток которого вводят в пламя и сплавляют в литниковое отверстие до заполнения припоем формы до верха.
Расплавленный припой перемешивают крючком из стальной проволоки и удаляют с поверхности ванны расплавленного металла шлаки, легким постукиванием по форме производят уплотнение припоя. После остывания соединения или ответвления снимают экраны и форму и опиливают место пайки, затем покрывают его влагостойким лаком и изолируют.
Оконцевание алюминиевых жил пайкой выполняют наконечниками по ГОСТ 7387—82. При этом размер наконечника берут по сечению на одну ступень выше (для жилы 50 мм2 берут наконечник 70 мм2) для лучшего проникновения припоя в зазор между жилой и наконечником. Жилу для оконцевания подготовляют, как указано на рис. 4.15, а.
Внутреннюю поверхность гильзы наконечника зачищают стальной щеткой и облуживают; затем надевают наконечник на жилу так, чтобы центральная проволока (первая ступень жилы) выступала из шейки наконечника на
6 мм; для уплотнения на жилу у горловины наконечника наматывают асбестовый шнур и закрепляют на жиле экран. Пламя горелки направляют на верхнюю торцевую часть гильзы наконечника и выступающую из него первую ступень повива жилы и нагревают их до начала плавления припоя. Палочку припоя сплавляют в наконечник до заполнения всего пространства между жилой и гильзой наконечника.
После остывания и снятия экрана и асбестовой подмотки место пайки покрывают влагостойким лаком и изолируют жилы до 3/4 высоты гильзы наконечника.
Многопроволочные и однопроволочные алюминиевые жилы 16—240 мм2. Соединения и ответвления способом полива предварительно расплавленного припоя выполняют: многопроволочных жил — сечением 16—240 мм2, а однопроволочных жил — сечением 70— 120 мм2 (рис. 4.16). При сечениях 16—50 мм2 пайку выполняют в медных гильзах. Припои марки ЦО-12 или ЦА-15 (см. табл. 4.1) разогревают в тигле вместимостью 7—8 кг до температуры 600—700 °С, которую определяют по началу плавления погружаемой в припой алюминиевой проволоки. Такое относительно большое количество припоя в тигле необходимо для обеспечения надежного и достаточно полного расплавления проволок спаиваемых жил. Этот способ применяют для соединения многопроволочных и однопроволочных жил силовых кабелей 1—35 кВ.
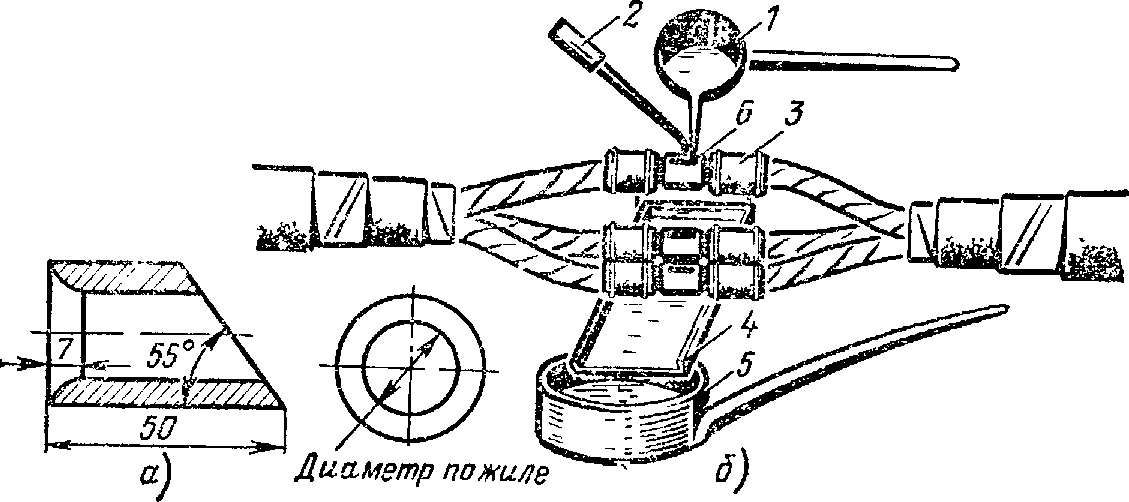
Рис. 4.16. Соединение жилы поливом расплавленного припоя: а — шаблон для отрезания концов жил на кабеле; б — процесс соединения жил; 1 — паяльная ложка; 2— крючок; 3 — подмотка асбестом; 4 — лоток, 5 — тигель с припоем; 6 — форма
После снятия изоляции и очистки проволок от пропиточного состава жиле придают круглую форму с помощью пресса и набора инструмента ИСК. Скругление многопроволочных жил может быть выполнено универсальными плоскогубцами.
Перед пайкой выполняют ступенчатую разделку концов жил или концы жил обрезают ножовкой в стальных шаблонах под углом 55° к горизонтали (рис. 4.16, а). Концы жил со ступенчатой разделкой укладывают в разъемную форму, а срезанные под углом 55° (способ Мосэнерго) — в форму с зазорами между торцами около 2 мм. Половинки форм сцепляют проволочными бандажами и зазоры между формой и жилой уплотняют асбестовым шнуром. Чтобы обеспечить заполнение всей формы припоем, ее устанавливают строго в горизонтальное положение. На жиле укрепляют лоток из кровельного железа для стекания в тигель припоя, переливающегося через край литиикового отверстия формы. Тигель устанавливают под концом лотка, чтобы он располагался не под жилами, а с выносом в сторону (рис, 4.16,6). После этого берут паяльную ложку и, черпая ею расплавленный припой из тигля, льют его в литниковое отверстие формы до тех пор, пока не произойдет расплавления торцов жил. Момент расплавления определяют крючком (щупом) из стальной проволоки.
При пайке концов жил, скошенных под углом 55°, в процессе полива припоя производят счистку пленки окиси с поверхности жил скребком. Процесс пайки в одной форме не должен превышать 1 —1,5 мин.
При остывании припой дает усадку, поэтому во избежание образования раковин производят доливку припоя в литниковое отверстие формы по мере усадки. Обработку места соединения производят так же, как при пайке непосредственным сплавлением припоя в форму. Перед началом пайки следующей жилы тигель с припоем вновь подогревают до 600—700 °С.
Однопроволочные и многопроволочные медные жилы 4—240 мм2. Соединения и ответвления жил выполняют в гильзах пайкой способом полива: соединения— в гильзах ГМ, ответвления — в гильзах ГПО.
Припой ПОССу 40-05 разогревают в графитовом или в стальном тигле примерно до 290 °С.
При подготовке к соединению изоляцию с конца жилы снимают на расстоянии, равном половине длины гильзы плюс 10 мм. При ответвлении на ответвляемом проводе снимают изоляцию на длине, равной длине отпаечной горловины гильзы плюс 10 мм. Зачищают до металлического блеска концы жил и внутреннюю поверхность гильзы; покрывают флюсом концы жил и вставляют их в гильзу, чтобы стык их концов находился в середине гильзы; на жилы между концом гильзы и краем изоляции с обеих сторон гильзы подматывают для уплотнения асбестовый шнур; располагают гильзу с проводами в горизонтальном положении заливочным отверстием вверх. Полив припоя производят, как и при соединении алюминиевых жил способом полива; во избежание перегрева изоляции жил длительность полива не должна превышать 1,5 мин. За это время необходимо обеспечить полное облуживание гильзы. Сразу после окончания пайки, пока не остыл припой, протирают гильзу тканью, смазанной паяльной мазью.
Оконцевание медных многопроволочных жил 1,5—240 мм2 выполняют с применением штампованных наконечников. С конца жилы снимают изоляцию на длине, равной длине гильзы наконечника плюс 10 мм; секторную жилу скругляют плоскогубцами; тканью, смоченной бензином, удаляют с конца жилы пропиточный состав, покрывают его флюсом или паяльным жиром и облуживают; на жилу надевают наконечник, у нижнего торца которого накладывают бандаж из двух-трех слоев асбеста.
Прогревают наконечник пламенем пропан-кислородной горелки, паяльной лампы или паяльником и заливают предварительно расплавленный припой ПОССу 40-0,5, наблюдая за тем, чтобы припой проник между проволоками жилы. Сразу после этого тканью, смазанной паяльной мазью, сгоняют и разглаживают подтеки припоя на поверхности наконечника. Асбестовый бандаж снимают и на его место накладывают изоляцию.