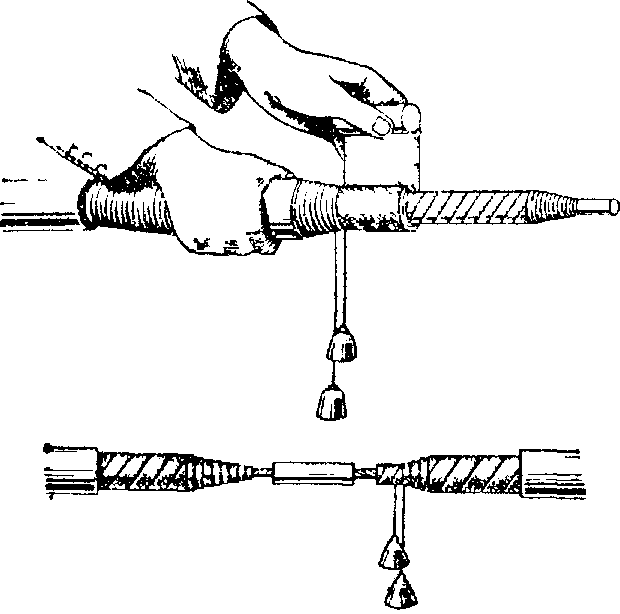
Рис 12 30 Ступенчатая разделка концов кабеля
Свинцовые муфты типа СС применяют для соединения кабелей с бумажной изоляцией 6 и 10 кВ. Заводы поставляют свинцовые муфты в виде отрезков цельнотянутых труб соответствующих длины и диаметра.
Подготовка соединения. Перед соединением жил двух кабелей свинцовую муфту надвигают на один из кабелей, обмотанный чистои сухой тряпкой. Муфту изнутри и снаружи хорошо протирают тряпкой, смоченной в бензине. В настоящее время в кабельных сетях 3—10 кВ для увеличения электрической прочности соединения кабелей в свинцовых муфтах разделку концов изоляции у соединительных гильз выполняют ступенями (рис. 12.30). В этом случае электрический пробой бумажной изоляции от соединительной гильзы на торец алюминиевой или свинцовой оболочки происходит не вдоль, а поперек слоев наматываемой при монтаже бумажной изоляции. Электрическая прочность бумаги на пробой в этом направлении почти в 10 раз больше, чем вдоль слоев. Бумажные ленты изоляции удаляют вручную для образования у кабелей 6 кВ двух или четырех ступеней, а у кабелей 10 кВ — трех — шести ступеней. Для облегчения обрывания бумажных лент применяют стальную проволоку с грузами,
которой обвивают жилу в местах обрывания лент.
Изолирование соединения.
После соединения токопроводящих жил изолируют места соединений. Изолирование выполняют лентами кабельной бумаги, сматываемой с роликов или рулонов. Ролики и рулоны доставляют с кабельного завода в запаянных металлических банках, заполненных маслоканифольным составом. Токопроводящую жилу между соединительной гильзой и бумажной заводской изоляцией обматывают лентой с бумажного ролика или пряжей.
Пряжу также доставляют в банках, запаянных и заполненных маслоканифольным составом.
Перед употреблением пряжу, бумажные ролики или рулоны подогревают до 70—80 °С в специальном разогревателе или в ведре с трансформаторным маслом. В герметически закрытых заводских банках разогревать комплекты не допускается в связи с опасностью взрыва. Также не допускается разогревание банок на жаровне, пламени газовой горелки или паяльной лампы, так как возможна порча пряжи и особенно бумаги. Ролики и пряжу вынимают из банок чистыми металлическими крючками.
Лентами, сматываемыми с бумажных роликов, выравнивают изоляцию на жиле до размеров заводской, т. е. бумажными лентами заполняют пространство между ступенями изоляции на жилах, если наружный диаметр соединительной гильзы меньше, чем диаметр жилы. Если диаметр гильзы больше диаметра жилы, при помощи лент с бумажных роликов на участке, равном ширине бумажного рулона, наматывают изоляцию так, чтобы она была цилиндрической и в конце обмотки плавно переходила на жилу в виде сигары. Бумажную ленту роликов и рулонов накладывают на место соединения жил плотно и ровно, с тем чтобы под слоями не оказалось воздушных промежутков, которые могут привести к пробою изоляции кабеля. Намотку первого слоя ленты производят, начиная с левого торца заводской бумажной изоляции. Затем выполняют поворот и наматывают второй слой ленты в обратном направлении. Чтобы при повороте на ленте не образовалась складка, на ней на половину длины ленты делают вырез длиной около 100—200 мм. Если бумага при намотке легла неплотно, ее удаляют и делают намотку новой бумагой. При подмотке роликами поверхность изолируемых жил периодически прошпаривают разогретой массой МП-1. После обмотки жил рулонами жилы сжимают и обматывают в несколько слоев лентами с ролика шириной 50 мм, а затем перевязывают хлопчатобумажной пряжей, взятой из банки.
Прошпарка.
Для удаления влаги, которая может попасть на бумажную изоляцию из воздуха или с рук кабельщика, производят прошпарку (поливку) обмотанного места соединения жилы горячей маслоканифольной кабельной массой марки МП-1.
Обработка алюминиевой или свинцовой оболочки.
После изолирования места соединения удаляют оболочку кольцевого пояса. На оставшуюся общую бумажную обмотку жил (поясную изоляцию) накладывают бандаж из нескольких витков кабельной пряжи, поставляемой в запаянных банках вместе с бумажными кабельными роликами и рулонами. Затем удаляют заусенцы и острые края с торцов свинцовой или алюминиевой оболочки и специальной подбойкой поднимают (разбортовывают) края оболочки в виде раструба (рис. 12.31,а). Для разбортовки свинцовой оболочки применяют деревянную подбойку, для алюминиевой оболочки — подбойку из дюралюминия. Затем свинцовую муфту надвигают на место соединения, концы ее легкими ударами деревянного молотка (валька) обколачивают на конус так, чтобы концы трубы обжали свинцовую или алюминиевую оболочку кабеля (рис. 12.31, б).
Пайка.
После этого концы муфты подпаивают к свинцовой или алюминиевой оболочке кабеля припоем ПОС. К алюминиевой оболочке свинцовую муфту рекомендуется припаивать кадмиевым припоем марки Б. Перед припайкой свинцовой муфты к свинцовой или алюминиевой оболочке кабеля их очищают от окиси. Для этого спаиваемые поверхности слегка подогревают газовой горелкой, после чего свинцовая оболочка натирается стеарином, а алюминиевая облуживается припоем марки А, а затем припоем ПОС. После окончания пайки горловину муфты покрывают слоем стеарина способствующего охлаждению и очищению места пайки.
Во избежание коррозии алюминиевой оболочки кабеля, с которой на вводе ее в муфту удаляют обмотку поливинилхлоридной лентой, место соединения кабеля с муфтой обмазывают горячей кабельной массой. Затем место соединения обматывают липкой поливинилхлоридной лентой, поверх которой делают дополнительную обмотку просмоленной лентой с последующим покрытием ее асфальтовым лаком.
Подготовка муфты к заливке.
В верхней части муфты, припаянной к оболочке кабеля, плоской стамеской или ножом прорубают два треугольных отверстия (рис. 12 31, в),

Рис 12 31 Соединение кабелей с бумажной изоляцией в свинцовых муфтах
а—поднятие свинцовой или алюминиевой оболочки кабеля подбойкой, б— обколачивание торцов свинцовой муфты деревянным вальком, в — прорубание треугольных отверстий в свинцовой муфте
через одно из которых при помощи воронки заливают муфту кабельной массой Описание заливки муфты кабельной массой приведено ниже.
Заделка концов кабелей в стальных воронках. Концевые заделки типа КВБ применяют теперь в редких случаях. Их разрешается устанавливать только с направлением жил вверх.
Разделку кабеля для монтажа в воронке выполняют так же, как разделку для соединения в чугунной соединительной муфте.
Конец кабеля до разделки вводят в воронку через горловину и сдвигают воронку на неразделываемую часть кабеля. Только после этого производят ступенчатую разделку конца кабеля.
Пайку медного проводника заземления к броне и оболочке кабеля выполняют так (рис. 12.32): облуженный медный проводник заземления 4 накладывают на предварительно облуженный участок брони 5 и оболочки 7 кабеля вдоль оси кабеля, укладывая отдельные проволоки так, чтобы каждая проволочка жилы заземляющего проводника плотно прилегала к оболочке и броне, и закрепляют бандажами 6 из пяти-шести витков медной проволоки диаметром 1—2 мм.
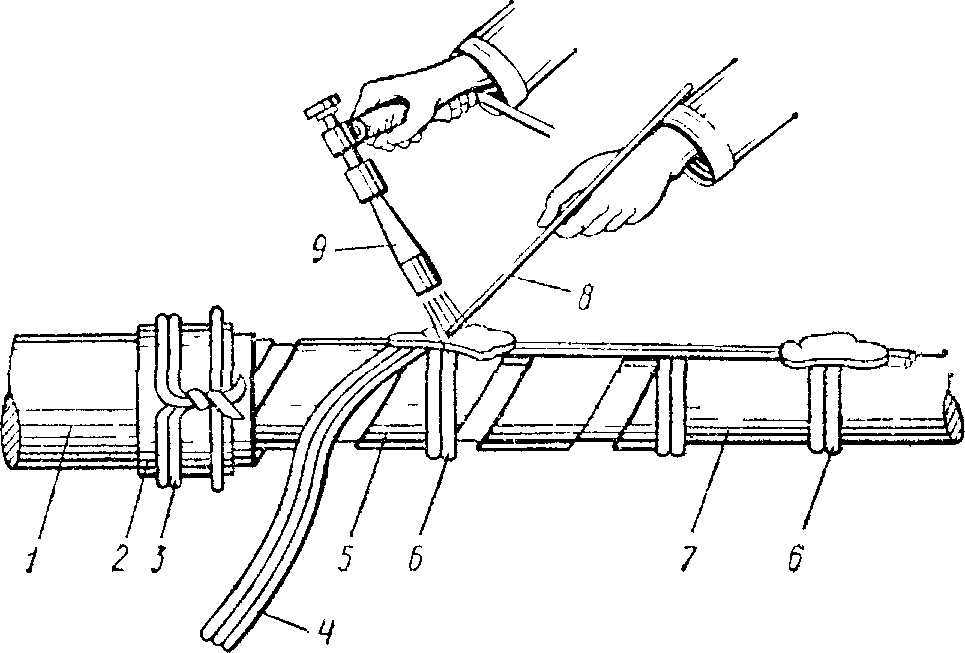
Рис. 12 32. Пайка медного проводника заземления к броне и оболочке кабеля:
1 — джутовый покров кабеля; 2 — бандаж из просмоленной ленты; з — бандаж из стальной оцинкованной проволоки; 4 — медный проводник заземления; 5 — броня кабеля; 6 — бандаж из медной проволоки; 7 — оболочка кабеля; 8— полоса припоя, 9 — горелка ГПВМ 0,1
Все проволоки заземляющего проводника припаивают к бандажам 6. Пайку производят, нагревая пламенем горелки броню 5 и палочку припоя 8, соприкасающуюся с броней, до его расплавления. Отводя горелку 9 в сторону, тряпочкой без ворса, смоченной паяльным жиром или флюсом ПАП, подправляют и разглаживают припой, формуя шов. Аналогично осуществляют пайку проводника заземления к оболочке 7 кабеля. Неровности пайки удаляют напильником, и место пайки протирают тряпкой, смоченной в бензине или ацетоне.
В зависимости от формы воронки жилы разводят так, чтобы они располагались по вершинам равностороннего
треугольника (при монтаже круглой воронки КВБк) или находились на одной линии с равными расстояниями между ними (при монтаже овальной воронки КВБо). Часть жилы, выходящую из кабельной воронки, обматывают лакотканевой или поливинилхлоридной липкой лентой. Для склеивания при обмотке слоев лакотканевой и триацетатной лент применяют цапонглифталевый лак. Обмотку выполняют также тафтяной лентой с подклейкой эпоксидной смолой.