
Рис. 3-11. Соединение и ответвление медных жил сечением до 10 мм2 с обертыванием фольгой и опрессовкой.
1. Соединение и ответвление медных жил проводов сечением до 10 мм2 с обертыванием фольгой и опрессовкой выполняются в следующей последовательности:
Освобожденные от изоляции и зачищенные ножом или проволочном щеткой жилы укладываются внахлестку или свертываются в косичку.
Освобожденные от изоляции и зачищенные ножом или проволочном щеткой жилы укладываются внахлестку или свертываются в косичку.
Соединение или ответвление обертывается медной или латунной фольгой.
Соединение или ответвление обжимается с помощью ручных клещей ПК-2 с гребенчатыми матрацами и пуансонами.
Соединение или ответвление покрывается лаком и изолируется липкой изоляционной лентой.
- Соединение и ответвление алюминиевых жил сечением до 10 мм2 опрессовкой в алюминиевых гильзах выполняются в следующей последовательности:
- Освобождение от изоляции, зачищенные и смазанные кварцевазелиновой пастой жилы вставляются в алюминиевую гильзу.
- Соединение или ответвление опрессовывается одним или двумя местными вдавливаниями с помощью клещей типа ПК-2 с простыми матрицами и пуансонами.
- Соединение покрывается лаком, изолируется липкой лентой или на него надевается изолирующий колпачок и оно вторично покрывается лаком.
- Соединение и ответвление алюминиевых жил сечением до 10 мм2 опрессовкой специальными клещами без гильз и пасты выполняются в следующей последовательности: освобожденные от изоляции и тщательно зачищенные жилы скручиваются вместе; скрученные и выравненные жилы вводятся в торец клещей и производится опрессовка; соединение покрывается лаком, изолируется липкой лентой или на него надевается колпачок и оно вторично покрывается лаком.
- Соединение и оконцевание медных и алюминиевых жил сечением 16—240 мм2 опрессовкой выполняются в гильзах или наконечниках с помощью ручных клещей или механических и гидравлических прессов (рис. 3-14).
Процесс опрессовки следующий:
Освобожденные от изоляции концы жил, зачищенные металлической щеткой, покрываются кварцевазелиновой пастой (только для алюминиевых жил, медные покрывать пастой не требуется).
Концы жил вводятся в зачищенные с внутренней стороны и заполненные кварцевазелиновой пастой наконечники до упора или в соединительные гильзы на половину их длины.
Производится опрессовка клещами ПК-1 (при сечении жил 16—50 мм2), механическими и гидравлическими прессами или строительно-монтажным пистолетом (16—240 мм2).
Опрессованное соединение или оконцевание очищается от грязи бензином и производится проверка глубины вдавливания при опрессовке, после чего оно покрывается лаком, изолируется липкой лентой и вторично покрывается лаком.

Рис. 3-12. Соединение и ответвление алюминиевых жил сечением до 10 мм2 опрессовкой в алюминиевых гильзах.
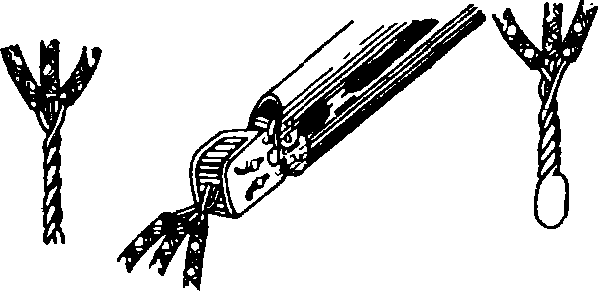
Рис. 3-13. Соединение и ответвление алюминиевых жил сечением до 10 мм2 специальными клещами.
![]()
Рис. 3-14. Соединение и оконцевание медных и алюминиевых жил сечением 16—240 мм2 опрессовкой.
- Соединение алюминиевых проводов с медными арматурными проводами производится при помощи люстровых зажимов. Соединение выполняется следующим образом:
С концов соединяемых проводов удаляется изоляция, они зачищаются шкуркой и смазываются кварцевазелиновой пастой.
Зачищенный провода присоединяются к планке с помощью винтов с шайбами.
Соединение вкладывается в корпус зажима и закрывается крышкой.
- Присоединение алюминиевых однопроволочных жил сечением до 10 мм2 к электрооборудованию выполняется следующим образом:
Жила присоединяемого провода освобождается от изоляции, зачищается и смазывается кварцевазелиновой пастой.
Жила изгибается колечком для присоединения под винт или болт.
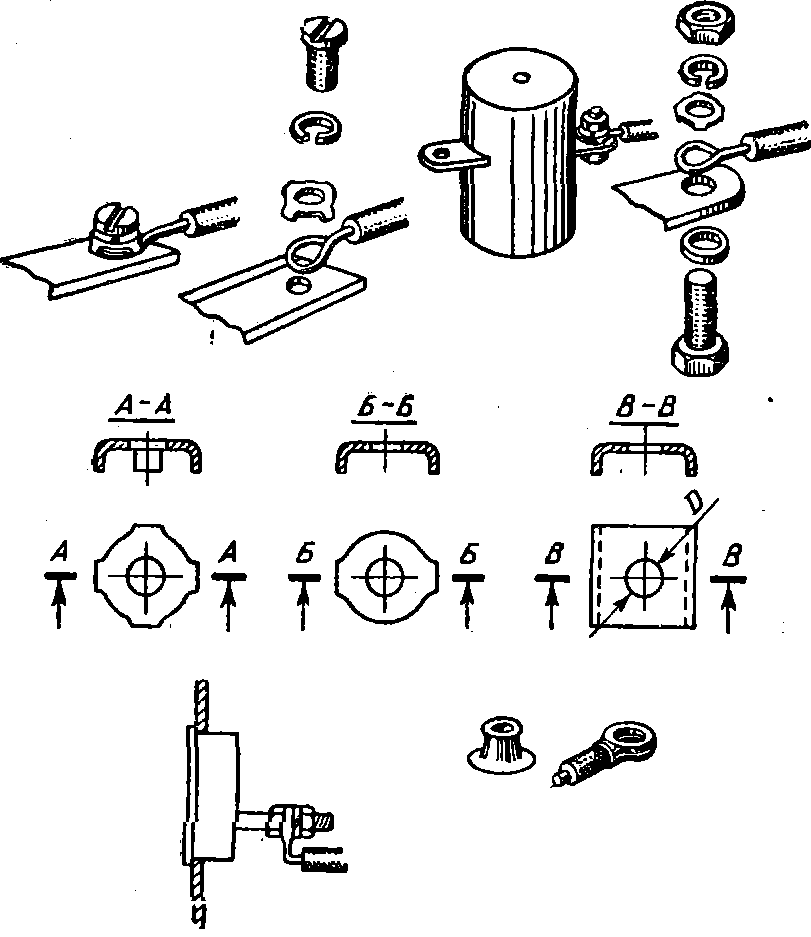
Рис. 3-15. Присоединение алюминиевых однопроволочных жил сечением до 10 мм2 к электрооборудованию и аппаратам.
Конец провода с изогнутой колечком жилой присоединяется к зажиму аппарата винтом или болтом с прокладкой шайбы-звездочки и пружинящей шайбы с помощью моментной отвертки.
- Соединение и ответвление однопроволочных алюминиевых жил сечением 4—10 мм2 с помощью пайки производятся припоем марки А. Процесс пайки при этом следующий:
С концов проводов удаляется изоляция, оголенные жилы зачищаются и соединяются внахлестку двойной скруткой.
Соединенные провода нагреваются в пламени паяльной лампы или газовой горелки до температуры, близкой к температуре плавления припоя.
На прогретую скрутку палочкой припоя со всех сторон наносится припой.
Место пайки протирается бензином, покрывается лаком, изолируется липкой лентой и повторно покрывается лаком.
- Соединение и ответвление алюминиевых жил сечением 2,5— 10 мм2 электросваркой по методу контактного разогрева в обоймах с помощью клещей с угольными электродами без применения флюса производятся следующим образом:
С концов жил удаляется изоляция и зачищенные жилы обжимаются стальной полоской размером 15X150 и толщиной 0,5— 0,8 мм, образующей форму-обойму; обойма зажимается плоскогубцами, концы жил выпускаются из обоймы на 2—3 мм.
Обойма с введенными в нее жилами зажимается между углями клещей, присоединенных к сварочному трансформатору 220/12—6 в мощностью 0,5 ква, и включается ток.
Производится разогревание жил до их расплавления, осадки металла в обойме и сплавления жил в общий стержень.
Снимается обойма после остывания металла, зачищается соединение щеткой и покрывается лаком, изолируется изоляционной лентой или изолирующим колпачком и вторично покрывается лаком.
- Соединение и ответвление алюминиевых жил сечением 2,5—10 мм2 электросваркой по методу контактного разогрева с помощью клещей и угольных электродов с применением флюса выполняются следующим образом:
Освобожденные от изоляции и зачищенные жилы скручиваются вместе и покрываются флюсом.
Скрученные жилы расплавляются соприкосновением их с предварительно раскаленными углями клещей до образования на торце жил шарика расплавленного металла (рис. 3-17).
Соединение зачищается щеткой, промывается бензином, покрывается лаком, изолируется липкой лентой или колпачком и повторно покрывается лаком.
- Соединение встык многопроволочных алюминиевых жил сечением 16—240 мм2 электросваркой по методу контактного разогрева с помощью одного угольного электрода с применением флюса и присадочного алюминиевого прутка производится следующим образом:
На освобожденные от изоляции и промытые бензином жилы надевается разъемная цилиндрическая стальная форма. Половинки формы скрепляются проволочными бандажами и под форму подматывается слой асбеста толщиной 1—1,5 мм; одновременно на очищенную жилу между формой и обрезом изоляции устанавливаются охладители, подключенные к сварочному трансформатору 220—380/6—9 в мощностью 1,5 ква (рис. 3-18); торец жилы обмазывается слоем флюса с помощью кисточки.
К торцу жилы плотно прижимается угольный электрод для расплавления жилы.


Рис. 3 17. Соединение и ответвление алюминиевых жил сечением 2,5— 10 мм2 электросваркой с помощью клещей с применением флюса.
После образования в форме расплавленного металла вводится присадка алюминия в виде прутка, обмазанного флюсом, и непрерывно перемешивается его концом расплавленный металл; после заполнения формы расплавленным металлом сварка прекращается и форма остывает.
После остывания с монолитно сваренных жил снимаются форма и охладители и место сварки очищается от шлака и остатков флюса, промывается бензином, очищается щеткой и неровности сварки запиливаются напильником; соединение покрывается лаком, изолируется липкой лентой и повторно покрывается лаком. Оконцевание жил наконечниками выполняется следующим образом:
На освобожденную от изоляции, промытую и очищенную жилу надевается предварительно очищенный внутри наконечник (жила из наконечника должна выступать на 2—3 мм); на жилу между нижней частью наконечника и краем изоляции надевается охладитель, присоединенный к сварочному трансформатору: торец жилы смазывается флюсом.
К торцу жилы плотно прижимается электрод и производится расплавление жилы.
После расплавления жилы и образования в наконечнике расплавленного металла вводится присадка.

Рис. 3-18. Соединение встык и оконцевание наконечниками многопроволочных алюминиевых жил сечением 16—240 мм2 электросваркой.
Для этого обмазанным флюсом прутком алюминия непрерывно перемешивается расплавленный металл; после заполнения наконечника расплавленным металлом до краев производится расплавление верхней выступающей части наконечника до образования небольшого сферического наплыва, после чего сварка прекращается.
После остывания оконцевания снимается охладитель, место сварки очищается, промывается бензином, покрывается лаком, изолируется липкой лентой и вторично покрывается лаком.
- При оконцевании гибких медных проводов марки ПРГ применяются пистоны — наконечники, закрепляемые на скрученные кольцом жилы проводов путем опрессовки клещами ПК-2 с кольцевыми матрацами и пуансонами. Наконечники могут укрепляться и сваркой.